11 mesure coordonnee (cycle 427, din/iso : g427), Mode opératoire du cycle, Attention lors de la programmation – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Manuel d'utilisation
Page 523: Mesure coordonnee (cycle 427, din/iso : g427)
MESURE COORDONNEE (cycle 427, DIN/ISO : G427) 17.11
17
TNC 640 | Manuel d'utilisation Programmation des cycles | 7/2014
523
17.11
MESURE COORDONNEE (cycle 427,
DIN/ISO : G427)
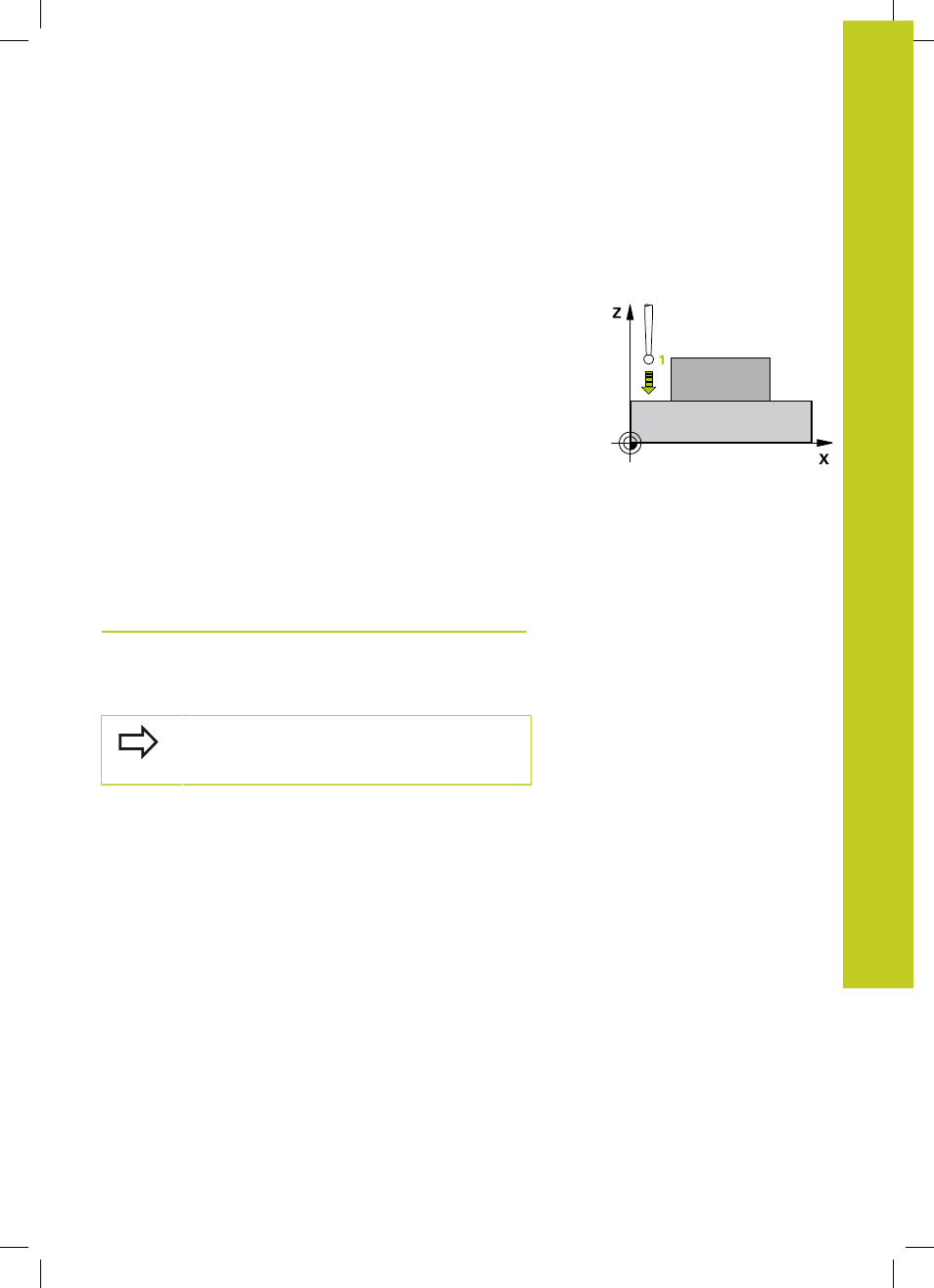
Mode opératoire du cycle
Le cycle palpeur 427 détermine une coordonnée dans un axe au
choix et mémorise la valeur dans un paramètre-système. Si vous
définissez les tolérances correspondantes dans le cycle, la TNC
compare les valeurs effectives aux valeurs nominales et mémorise
l'écart dans des paramètres-système.
1 La TNC positionne le palpeur au point de palpage
1
, en avance
rapide (valeur de la colonne
FMAX) et selon la logique de
positionnement. (voir "Exécuter les cycles palpeurs", Page 410)
La TNC décale alors le palpeur de la valeur de la distance
d'approche, dans le sens opposé au sens de déplacement
défini.
2 La TNC positionne ensuite le palpeur dans le plan d'usinage, au
point de palpage
1
et y enregistre la valeur effective dans l'axe
sélectionné.
3 Pour finir, la TNC rétracte le palpeur à la hauteur de sécurité et
mémorise la coordonnée calculée dans le paramètre Q suivant :
Numéro de
paramètre
Signification
Q160
Coordonnée mesurée
Attention lors de la programmation !
Avant de définir le cycle, vous devez avoir
programmé un appel d'outil pour définir l'axe du
palpeur.