Mode opératoire du cycle – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Manuel d'utilisation
Page 212
Cycles d'usinage : corps d'un cylindre
8.3
CORPS D'UN CYLINDRE rainurage (cycle 28, DIN/ISO : G128, option
de logiciel 1)
8
212
TNC 640 | Manuel d'utilisation Programmation des cycles | 7/2014
8.3
CORPS D'UN CYLINDRE rainurage
(cycle 28, DIN/ISO : G128, option de
logiciel 1)
Mode opératoire du cycle
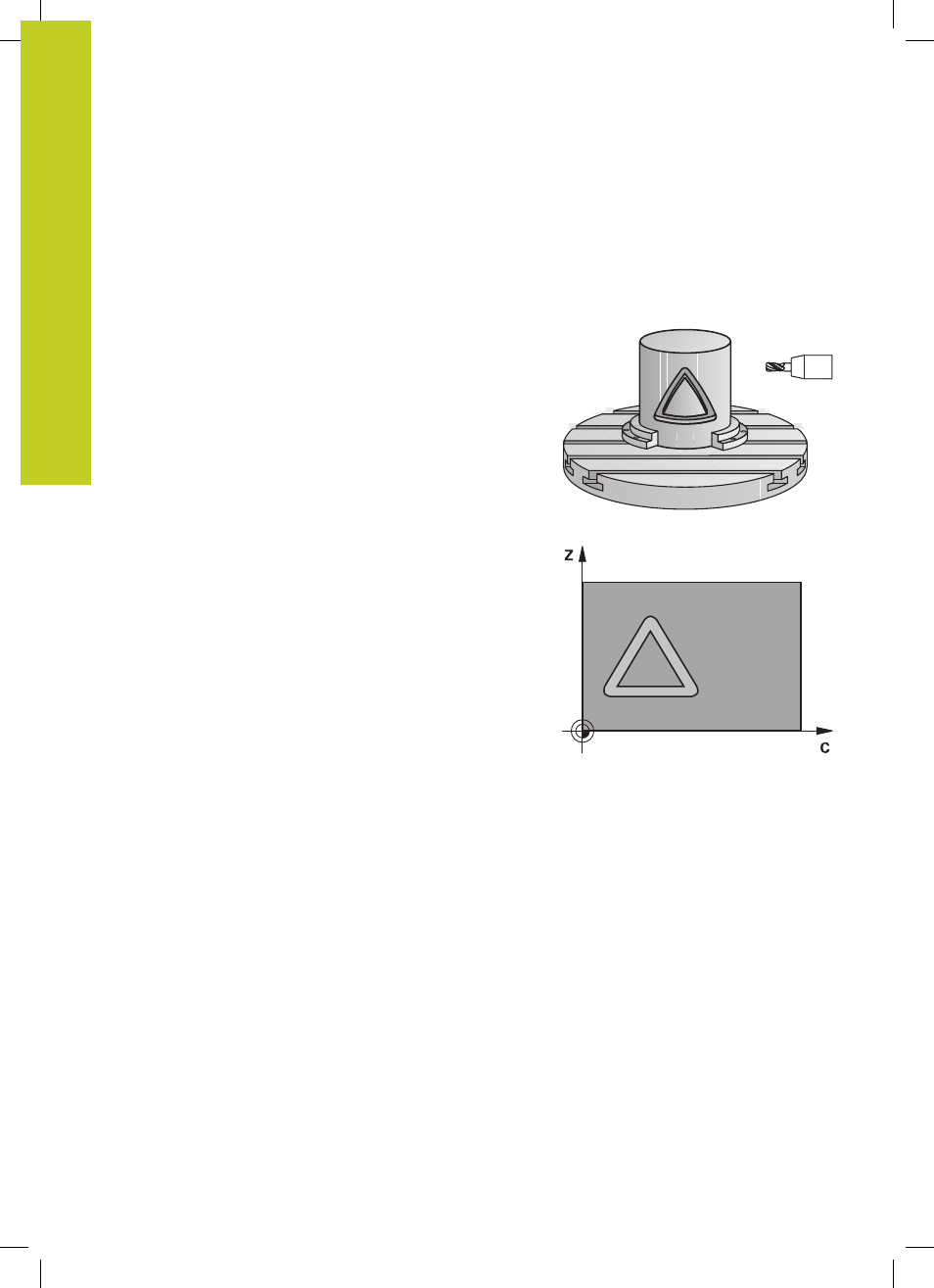
Ce cycle vous permet d'appliquer le développé d'une rainure de
guidage sur le corps d'un cylindre. Contrairement au cycle 27, la
TNC met en place l'outil avec ce cycle de manière à ce que, avec
correction de rayon active, les parois soient presque parallèles
entre elles. Vous obtenez des parois très parallèles en utilisant un
outil dont la taille correspond exactement à la largeur de la rainure.
Plus l'outil est petit en comparaison avec la largeur de la rainure et
plus l'on constatera de déformations sur les trajectoires circulaires
et les droites obliques. Afin de minimiser ces déformations dues à
ce procédé, vous pouvez définir une tolérance dans le paramètre
Q21. Cela permet à la TNC d'assimiler la rainure à usiner à une
rainure ayant été usinée avec un outil de diamètre équivalent à la
largeur de la rainure.
Programmez la trajectoire centrale du contour en indiquant la
correction de rayon d'outil. Vous définissez si la TNC doit réaliser
la rainure en avalant ou en opposition au moyen de la correction de
rayon d'outil.
1 La TNC positionne l'outil au-dessus du point de plongée.
2 Lors de la première profondeur de passe, l'outil fraise le contour
selon l'avance de fraisage Q12, le long de la paroi de la rainure ;
la surépaisseur latérale de finition est prise en compte.
3 A la fin du contour, la TNC décale l'outil sur la paroi opposée et
le ramène au point de plongée.
4 Les phases 2 et 3 sont répétées jusqu'à ce que la profondeur
de fraisage programmée Q1 soit atteinte.
5 Si vous avez défini la tolérance Q21, la TNC exécute une
retouche afin que les parois de la rainure soient les plus
parallèles possible.
6 L'outil retourne ensuite à la hauteur de sécurité dans l'axe
d'outil ou bien à la dernière position programmée avant le cycle.