HEIDENHAIN TNC 640 (34059x-04) Cycle programming Manuel d'utilisation
Page 400
Cycles : tournage
13.30 FILETAGE PARALLELE AU CONTOUR
(cycle 830, DIN/ISO : G830)
13
400
TNC 640 | Manuel d'utilisation Programmation des cycles | 7/2014
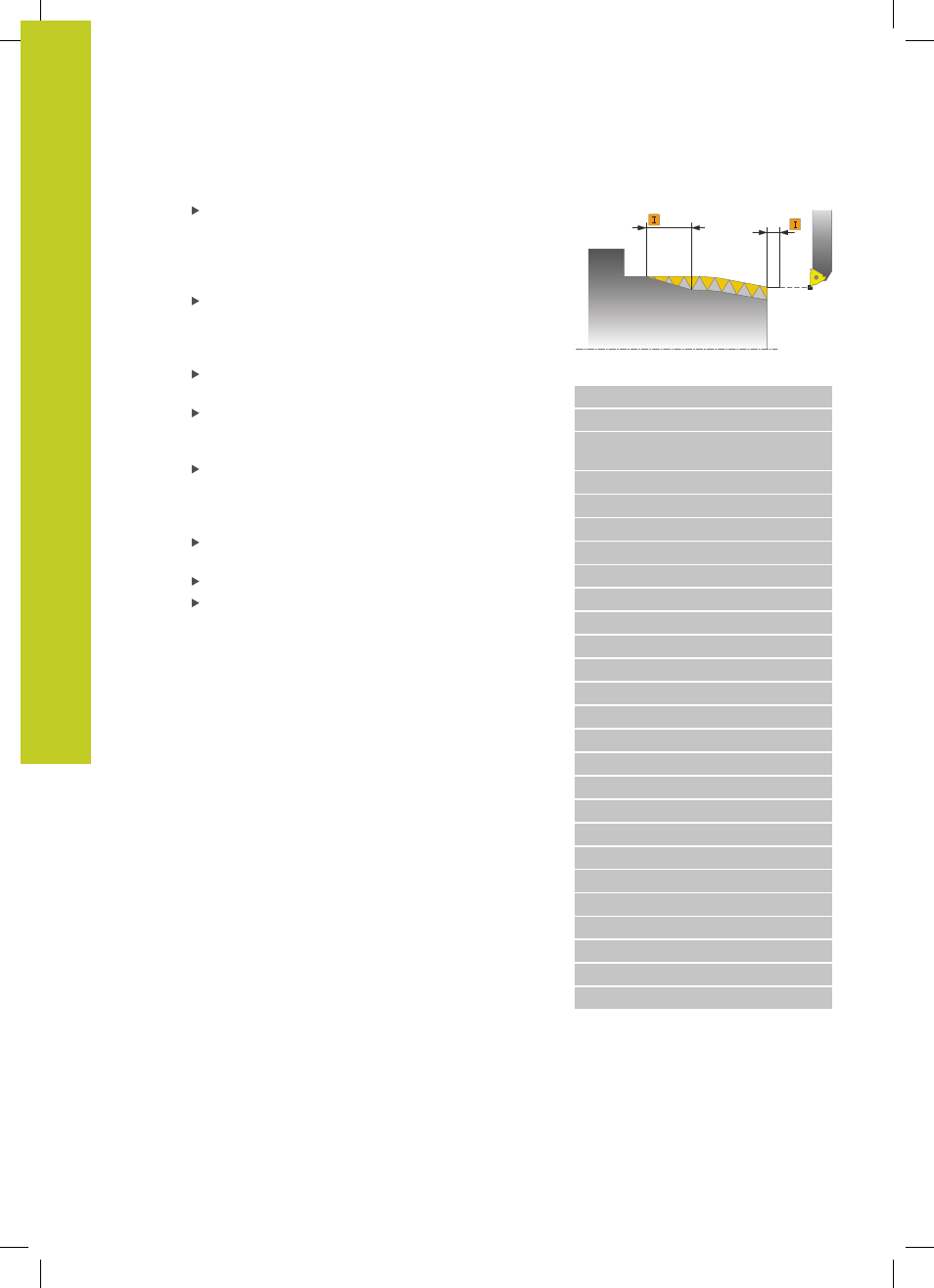
Course d'engagement Q465 (en incrémental) :
course dans la direction du filetage sur laquelle l'axe
accélère pour atteindre la vitesse nécessaire. La
course d'engagement est à l'extérieur du contour
du filetage.
Course de dépassement Q466 : course dans la
direction du filetage sur laquelle l'axe ralentit. La
course de dégagement est à l'intérieur du contour
du filetage.
Profondeur de coupe maximale Q463 : profondeur
de passe maximale perpendiculaire au pas du filet
Angle de passe Q467 : angle selon lequel est
assuré la passe Q453. La référence angulaire est la
parallèle au pas du filetage.
Type de passe Q468 : définir le type de passe
0
: section de copeaux constante (la passe diminue
avec la profondeur)
1
: profondeur de passe constante
Angle initial Q470 : angle de la broche avec lequel
l'usinage du filet doit commencer
Nombre filets Q475 : nombre de filets
Nombre de passes à vide Q476 : nombre de passes
à vide à la profondeur de filetage atteinte
Q465
Q474
Séquences CN
9 CYCL DEF 14.0 CONTOUR
10 CYCL DEF 14.1 LABEL CONTOUR 2
11 CYCL DEF 830 FILETAGE PARALLELE
AU CONTOUR
Q471=+0
;POSITION FILETAGE
Q461=+0
;ORIENTATION FILET
Q460=+2
;DISTANCE D'APPROCHE
Q472=+2
;PAS FILETAGE
Q473=+0
;PROF. FILETAGE
Q474=+0
;SORTIE DE FILETAGE
Q465=+4
;COURSE ENGAGEMENT
Q466=+4
;COURSE DEGAGEMENT
Q463=+0.5
;PROF. COUPE MAX.
Q467=+30
;ANGLE DE PASSE
Q468=+0
;TYPE DE PASSE
Q470=+0
;ANGLE INITIAL
Q475=+30
;NOMBRE FILETS
Q476=+30
;NB COUPES A VIDE
12 L X+80 Y+0 Z+2 FMAX M303
13 CYCL CALL
14 M30
15 LBL 2
16 L X+60 Z+0
17 L X+70 Z-30
18 RND R60
19 L Z-45
20 LBL 0