13 mesure plan (cycle 431, din/iso : g431), Mode opératoire du cycle, Mesure plan (cycle 431, din/iso : g431) – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Manuel d'utilisation
Page 529
MESURE PLAN (cycle 431, DIN/ISO : G431) 17.13
17
TNC 640 | Manuel d'utilisation Programmation des cycles | 7/2014
529
17.13
MESURE PLAN (cycle 431, DIN/ISO :
G431)
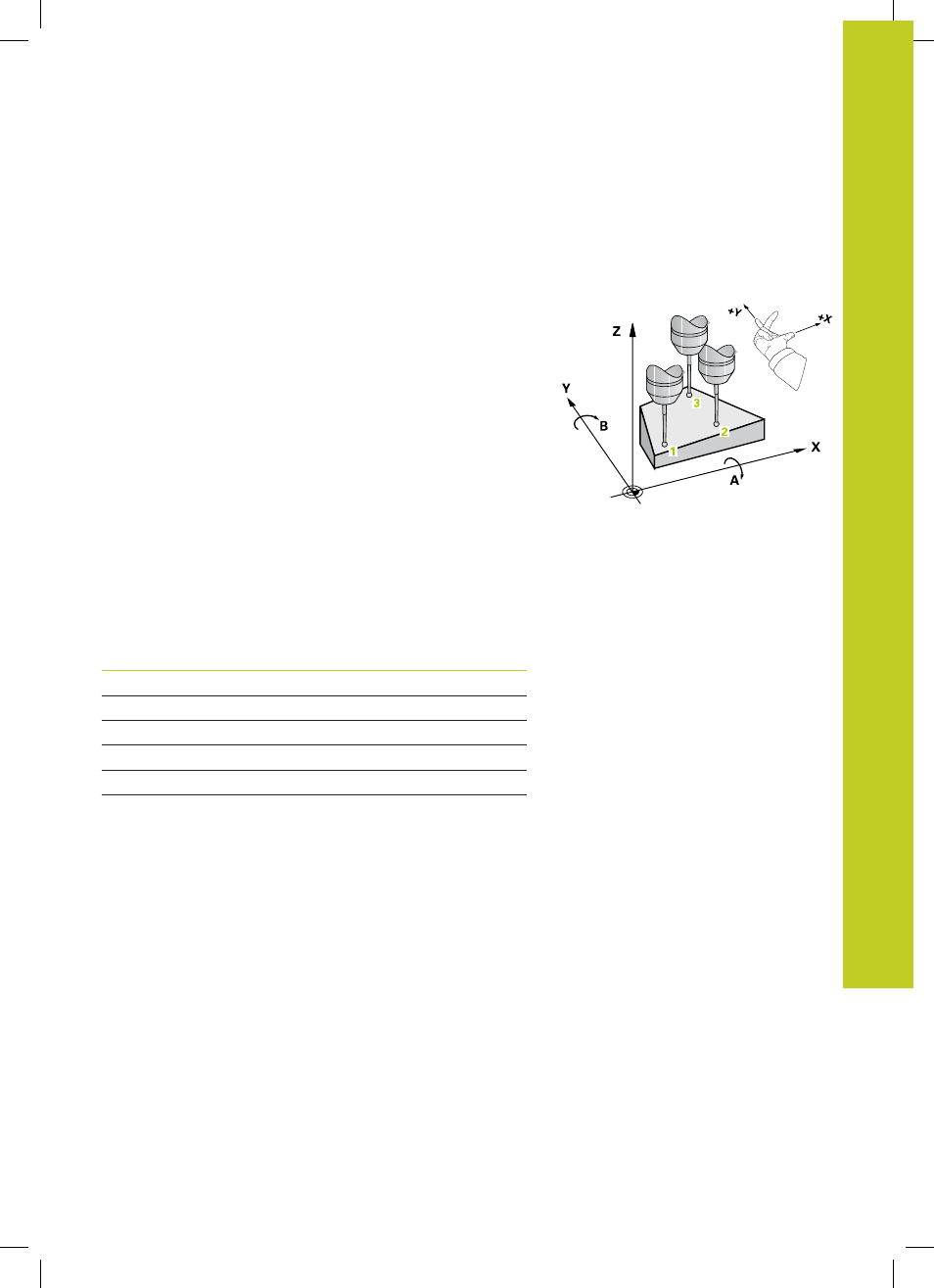
Mode opératoire du cycle
Le cycle palpeur 431 détermine la pente d'un plan grâce à
la mesure de trois points et mémorise les valeurs dans les
paramètres-système.
1 La TNC positionne le palpeur au point de palpage
1
programmé,
en avance rapide (valeur de la colonne
FMAX) et selon la
logique de positionnement. (voir "Exécuter les cycles palpeurs",
Page 410) Le palpeur mesure alors le premier point du plan.
Pour cela, la TNC décale le palpeur de la valeur de la distance
d'approche, dans le sens opposé au sens de palpage.
2 Le palpeur est ensuite rétracté à la hauteur de sécurité, puis
positionné dans le plan d'usinage au point de palpage
2
où il
mesure la valeur effective du deuxième point du plan.
3 Après quoi le palpeur est rétracté à la hauteur de sécurité, puis
positionné dans le plan d'usinage au point de palpage
3
où il
mesure la valeur effective du troisième point du plan.
4 Pour terminer, la TNC rétracte le palpeur à la hauteur de
sécurité et mémorise les valeurs angulaires calculées dans les
paramètres Q suivants :
Numéro de
paramètre
Signification
Q158
Angle de projection de l'axe A
Q159
Angle de projection de l'axe B
Q170
Angle dans l'espace A
Q171
Angle dans l'espace B
Q172
Angle dans l'espace C
Q173 à Q175
Valeurs de mesure dans l'axe du
palpeur (première à troisième
mesure)