9 trace de contour (cycle 25, din/iso : g125), Mode opératoire du cycle, Attention lors de la programmation – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Manuel d'utilisation
Page 195: Trace de contour (cycle 25, din/iso : g125)
TRACE DE CONTOUR
(cycle 25, DIN/ISO : G125)
7.9
7
TNC 640 | Manuel d'utilisation Programmation des cycles | 7/2014
195
7.9
TRACE DE CONTOUR
(cycle 25, DIN/ISO : G125)
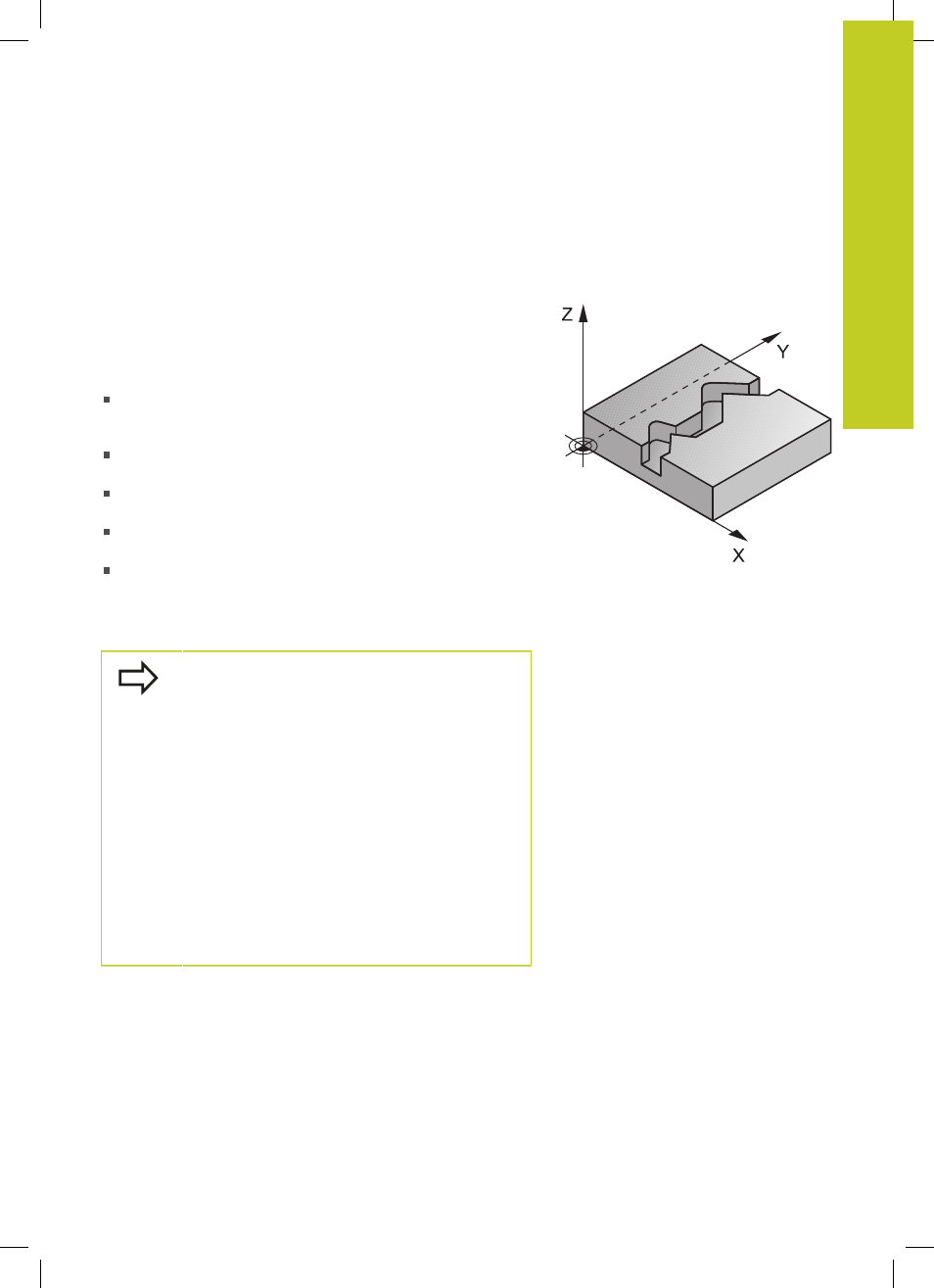
Mode opératoire du cycle
En liaison avec le cycle 14 CONTOUR, ce cycle permet d'usiner des
contours ouverts ou fermés.
Le cycle 25 TRACE DE CONTOUR présente des avantages
considérables par rapport à l'usinage d’un contour à l'aide de
séquences de positionnement:
La TNC contrôle l'usinage au niveau des dégagements et
endommagements du contour. Vérification du contour avec le
test graphique
Si le rayon d’outil est trop grand, une reprise d'usinage est à
prévoir éventuellement dans les angles intérieurs.
L'usinage est réalisé en continu, en avalant ou en opposition. Le
mode de fraisage est conservé même en usinage miroir
L'usinage peut être bidirectionnel en cas de plusieurs passes :
le temps d'usinage est ainsi réduit.
Vous pouvez introduire des surépaisseurs pour exécuter
l’ébauche et la finition en plusieurs passes
Attention lors de la programmation!
Le signe du paramètre de cycle Profondeur
détermine le sens de l’usinage. Si vous programmez
Profondeur = 0, la TNC n'exécute pas le cycle.
La TNC ne tient compte que du premier label du
cycle 14 CONTOUR.
La taille de la mémoire réservée à un cycle SL est
limitée. Dans un cycle SL, vous pouvez programmer
au maximum 16384 éléments de contour.
Le cycle 20
DONNEES DU CONTOUR n'est pas
nécessaire.
Les fonctions auxiliaires
M109 et M110 n'ont aucun
effet sur l'usinage d'un contour avec le cycle 25.
Quand vous utilisez des paramètres locaux
QL dans
un sous-programme de contour, vous devez aussi
les attribuer ou les calculer à l'intérieur du sous-
programme de contour.