HEIDENHAIN TNC 640 (34059x-04) Cycle programming Manuel d'utilisation
Page 154
Cycles d'usinage : fraisage de poches / fraisage de tenons / fraisage de
rainures
5.5
RAINURE CIRCULAIRE
(cycle 254 DIN/ISO : G254)
5
154
TNC 640 | Manuel d'utilisation Programmation des cycles | 7/2014
Incrément angulaire Q378 (en incrémental) :
angle de rotation de la rainure entière. Le centre
de rotation correspond au centre du cercle primitif.
Plage d'introduction -360,000 à 360,000
Nombre d'usinages Q377 : nombre d'opérations
d'usinage sur le cercle primitif. Plage d'introduction
1 à 99999
Avance de fraisage Q207 : vitesse de déplacement
de l'outil lors du fraisage, en mm/min. Plage
d’introduction 0 à 99999,999 ou
FAUTO, FU, FZ
Mode de fraisage Q351 : mode de fraisage avec M3
+1 = fraisage en avalant
-1 = fraisage en opposition
PREDEF : la TNC utilise la valeur de la séquence
GLOBAL DEF.
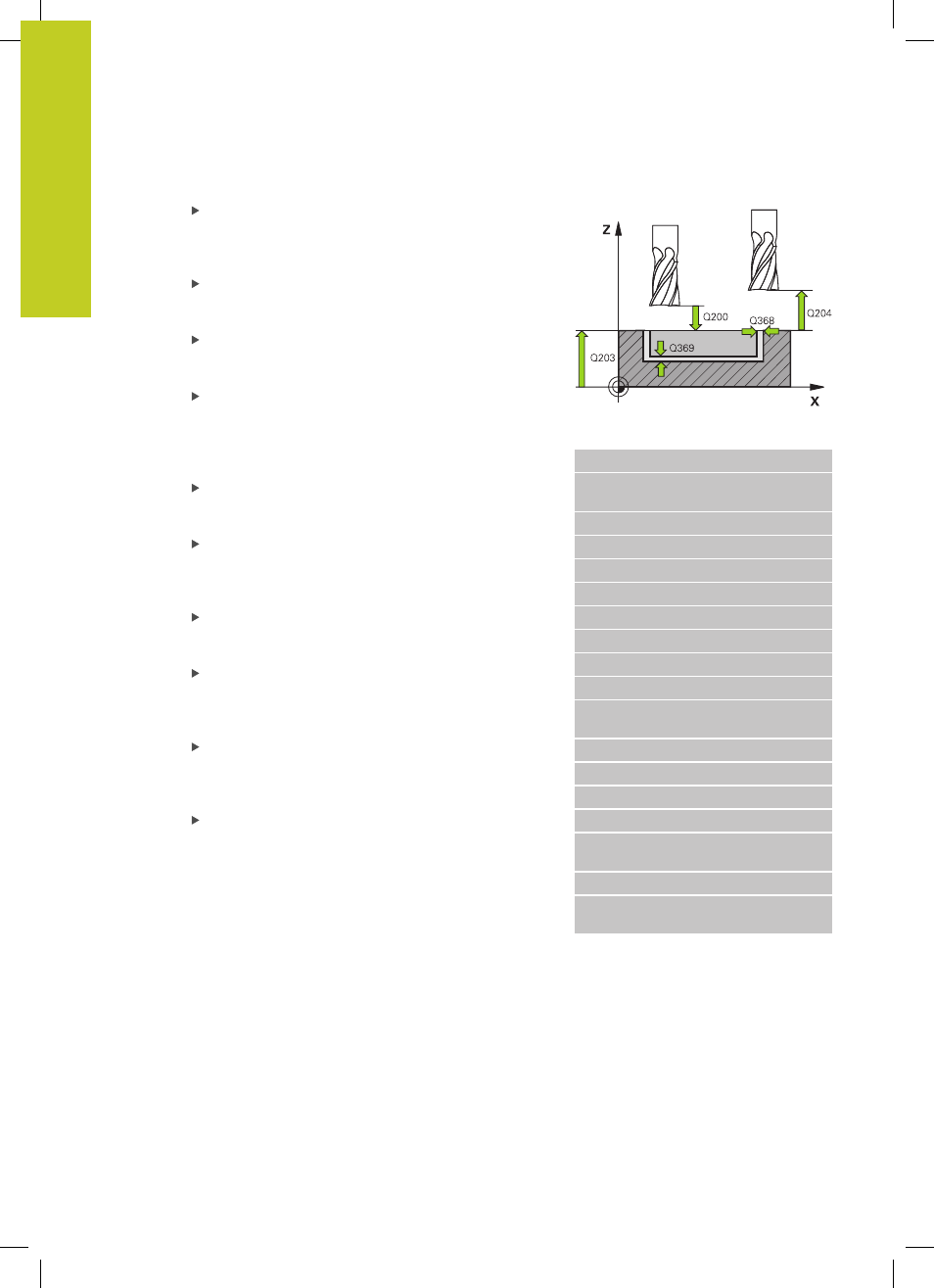
Profondeur Q201 (en incrémental) : distance entre
la surface de la pièce et le fond de la rainure. Plage
d’introduction -99999,9999 à 99999,9999
Profondeur de passe Q202 (en incrémental) :
distance parcourue par l'outil en une passe.
Introduire une valeur supérieure à 0. Plage
d’introduction 0 à 99999,9999
Surép. finition en profondeur Q369 (en
incrémental) : surépaisseur de finition pour la
profondeur. Plage d’introduction 0 à 99999,9999
Avance plongée en profondeur Q206 : vitesse de
déplacement de l'outil lors de son positionnement à
la profondeur, en mm/min. Plage d'introduction 0 à
99999,999 ou
FAUTO, FU, FZ
Passe de finition Q338 (en incrémental) : distance
parcourue par l'outil dans l'axe de broche lors de la
finition. Q338=0 : finition en une seule passe. Plage
d’introduction 0 à 99999,9999
Distance d'approche Q200 (en incrémental) :
distance entre la pointe de l'outil et la surface de
la pièce. Plage de saisie de 0 à 99999,9999, sinon
PREDEF
Séquences CN
8 CYCL DEF 254 RAINURE CIRC.
Q215=0
;OPERATIONS
D'USINAGE
Q219=12
;LARGEUR DE RAINURE
Q368=0.2
;SUREP. LATERALE
Q375=80
;DIA. CERCLE PRIMITIF
Q367=0
;POSITION RAINURE
Q216=+50
;CENTRE 1ER AXE
Q217=+50
;CENTRE 2ÈME AXE
Q376=+45
;ANGLE INITIAL
Q248=90
;ANGLE D'OUVERTURE
Q378=0
;INCRÉMENT
ANGULAIRE
Q377=1
;NOMBRE D'USINAGES
Q207=500
;AVANCE FRAISAGE
Q351=+1
;MODE FRAISAGE
Q201=-20
;PROFONDEUR
Q202=5
;PROFONDEUR DE
PASSE
Q369=0.1
;SUREP. PROFONDEUR
Q206=150
;AVANCE PLONGEE
PROF.