Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Manuel d'utilisation
Page 419
ROTATION DE BASE à partir de deux trous (cycle 401, DIN/
ISO : G201)
15.3
15
TNC 640 | Manuel d'utilisation Programmation des cycles | 7/2014
419
Paramètres du cycle
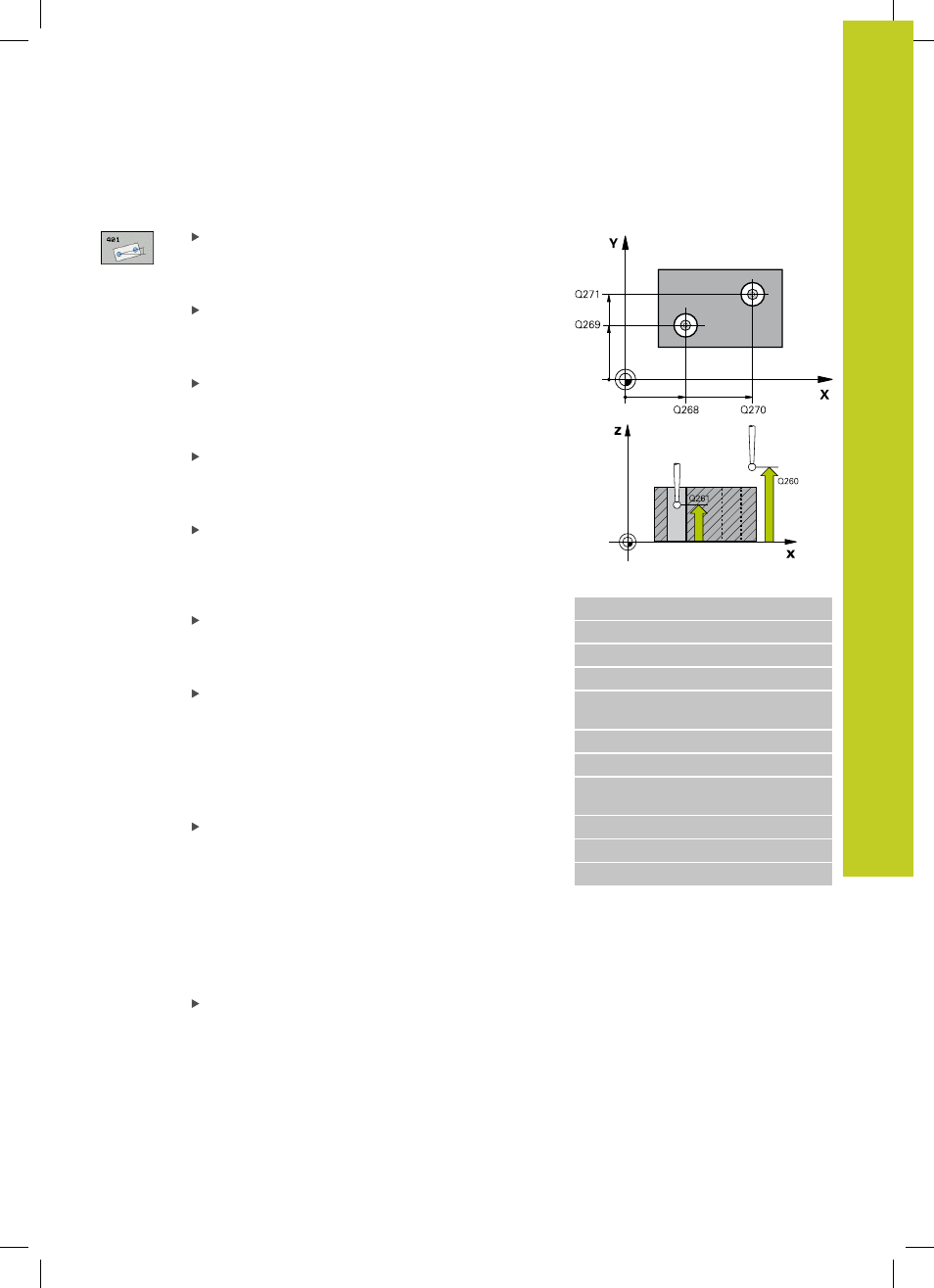
1er trou : centre sur 1er axe Q268 (en absolu) :
centre du 1er trou dans l'axe principal du plan
d'usinage. Plage d’introduction -99999,9999 à
99999,9999
1er trou : centre sur 2ème axe Q269 (en absolu) :
centre du 1er trou dans l'axe secondaire du plan
d'usinage. Plage d’introduction -99999,9999 à
99999,9999
2ème trou : centre sur 1er axe Q270 (en absolu) :
centre du 2ème trou dans l'axe principal du plan
d'usinage. Plage d’introduction -99999,9999 à
99999,9999
2ème trou : centre sur 2ème axe Q271 (en
absolu) : centre du 2ème trou dans l'axe secondaire
du plan d'usinage. Plage d’introduction -99999,9999
à 99999,9999
Hauteur de mesure dans l'axe de palpage Q261
(en absolu) : coordonnée du centre de la bille ( =
point de contact) dans l'axe du palpeur à laquelle
la mesure doit être effectuée. Plage d’introduction
-99999,9999 à 99999,9999
Hauteur de sécurité Q260 (en absolu) : coordonnée
dans l'axe du palpeur excluant toute collision entre
le palpeur et la pièce (élément de serrage). Plage
d’introduction -99999,9999 à 99999,9999
Présélection angle de rotation Q307 (en absolu) :
introduire l'angle de la droite de référence si le
désalignement à déterminer ne doit pas se référer
à l'axe principal mais à une droite quelconque. Pour
la rotation de base, la TNC calcule alors la différence
entre la valeur mesurée et l'angle de la droite de
référence. Plage d'introduction -360,000 à 360,000
Compensation Q402 : définir si la TNC doit initialiser
l'erreur d'alignement en tant que rotation de base
ou bien effectuer la compensation par une rotation
du plateau circulaire
0
: initialiser la rotation de base
1
: exécuter une rotation du plateau circulaire
Si vous optez pour la rotation du plateau circulaire, la
TNC ne mémorise pas l'erreur d'alignement calculé,
même si vous avez défini dans le paramètre
Q305
une ligne dans le tableau.
Initialisation après alignement Q337 : définir si la
TNC doit remettre à zéro l'affichage de l'axe rotatif
après l'alignement
0
: ne pas remettre à zéro l'affichage de l'axe rotatif
après l'alignement
1
: remettre à zéro l'affichage de l'axe rotatif après
l'alignement. La TNC ne remet l'affichage à zéro que
si vous avez défini
Q402=1.
Séquences CN
5 TCH PROBE 401 ROT 2 TROUS
Q268=-37
;1ER CENTRE 1ER AXE
Q269=+12
;1ER CENTRE 2ÈME AXE
Q270=+75
;2ÈME CENTRE 1ER AXE
Q271=+20
;2ÈME CENTRE 2ÈME
AXE
Q261=-5
;HAUTEUR DE MESURE
Q260=+20
;HAUTEUR DE SECURITE
Q307=0
;PRÉSÉLECTION ANGLE
ROT.
Q305=0
;N° DANS TABLEAU
Q402=0
;COMPENSATION
Q337=0
;REMETTRE À ZÉRO