Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Manuel d'utilisation
Page 252
Cycles d'usinage : usinage ligne à ligne
10.5
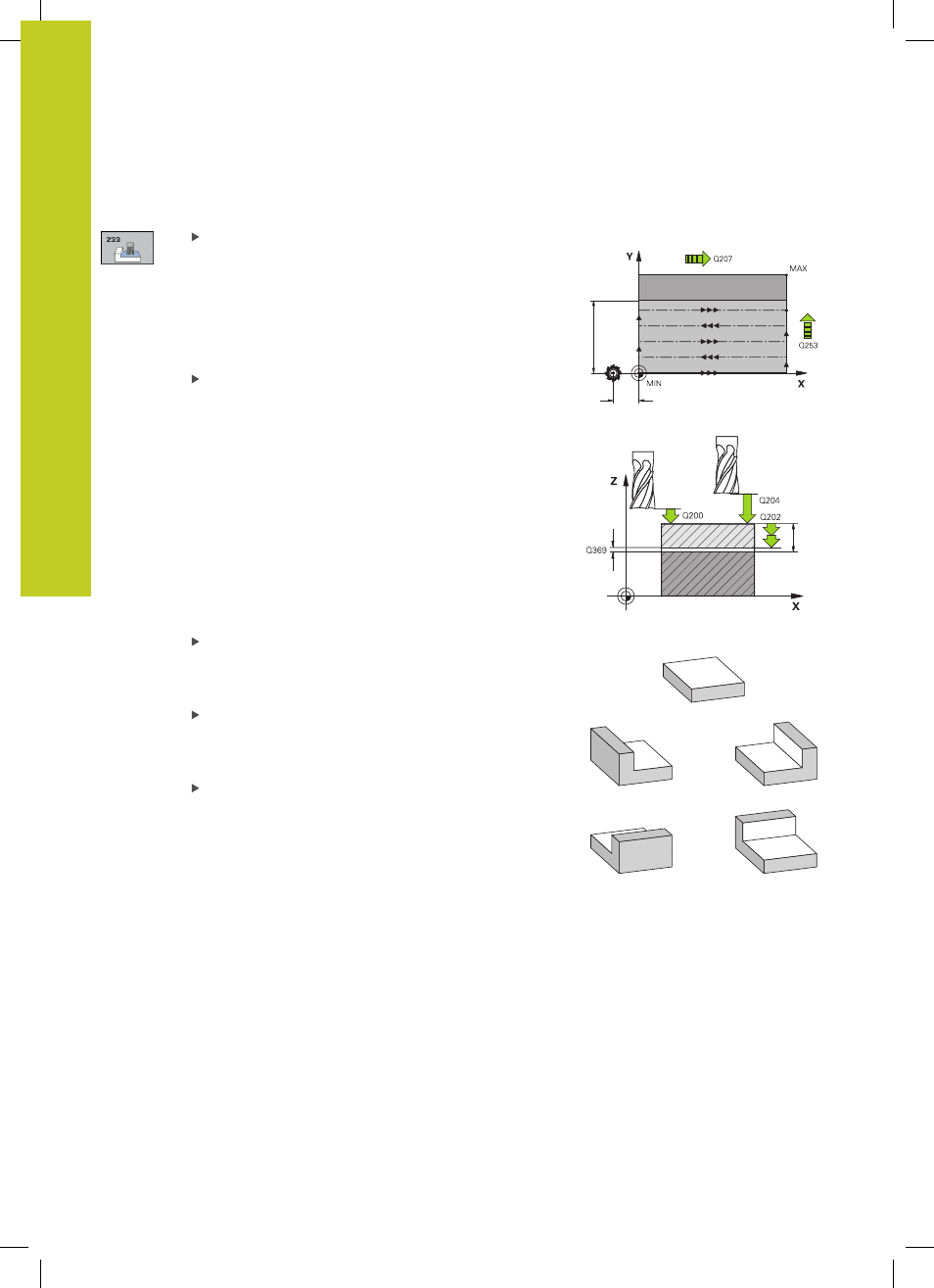
SURFACAGE (cycle 233, DIN/ISO : G233)
10
252
TNC 640 | Manuel d'utilisation Programmation des cycles | 7/2014
Paramètres du cycle
Opérations d'usinage (0/1/2) Q215 : définir les
opérations d'usinage
0
: ébauche et finition
1
: seulement ébauche
2
: seulement finition
La finition latérale et la finition en profondeur ne
sont exécutées que si la surépaisseur de finition
respective (Q368, Q369) est définie.
Stratégie de fraisage (0 - 4) Q389 : Définition de la
manière dont la TNC doit usiner la surface :
0
: Usinage en méandres, passe latérale avec
avance de positionnement en dehors de la surface
d'usinage
1
: Usinage en méandres, passe latérale avec avance
de fraisage en bordure de la surface à usiner
2
: Usinage ligne à ligne, retrait et passe latérale
avec avance de positionnement en dehors de la
surface à usiner
3
: Usinage ligne à ligne, retrait et passe latérale
avec avance de positionnement en bordure de la
surface à usiner
4
: Usinage en spirale, passe constante de
l'extérieur vers l'intérieur
Sens de fraisage Q350 : axe du plan d'usinage selon
lequel l'usinage doit être orienté :
1
: Axe principal = sens d'usinage
2
: Axe auxiliaire = sens d'usinage
1er côté Q218 (en incrémental) : longueur de
la surface à usiner dans l'axe principal du plan
d'usinage, par rapport au point initial du 1er axe.
Plage d'introduction 0 à 99999,9999
2ème côté Q219 (en incrémental) : longueur de
la surface à usiner dans l'axe secondaire du plan
d'usinage. Le signe permet de définir la direction
de la première passe transversale par rapport au
point initial du 2ème axe. Plage d’introduction
-99999,9999 à 99999,9999
Q21
9
Q357
Q227
Q347
Q348
Q349
= 0
= -1
= +1
= -2
= +2