Mode opératoire du cycle – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Manuel d'utilisation
Page 572
Cycles palpeurs : mesure automatique de la cinématique
19.5
COMPENSATION PRESET (cycle 452, DIN/ISO : G452, option)
19
572
TNC 640 | Manuel d'utilisation Programmation des cycles | 7/2014
19.5
COMPENSATION PRESET (cycle 452,
DIN/ISO : G452, option)
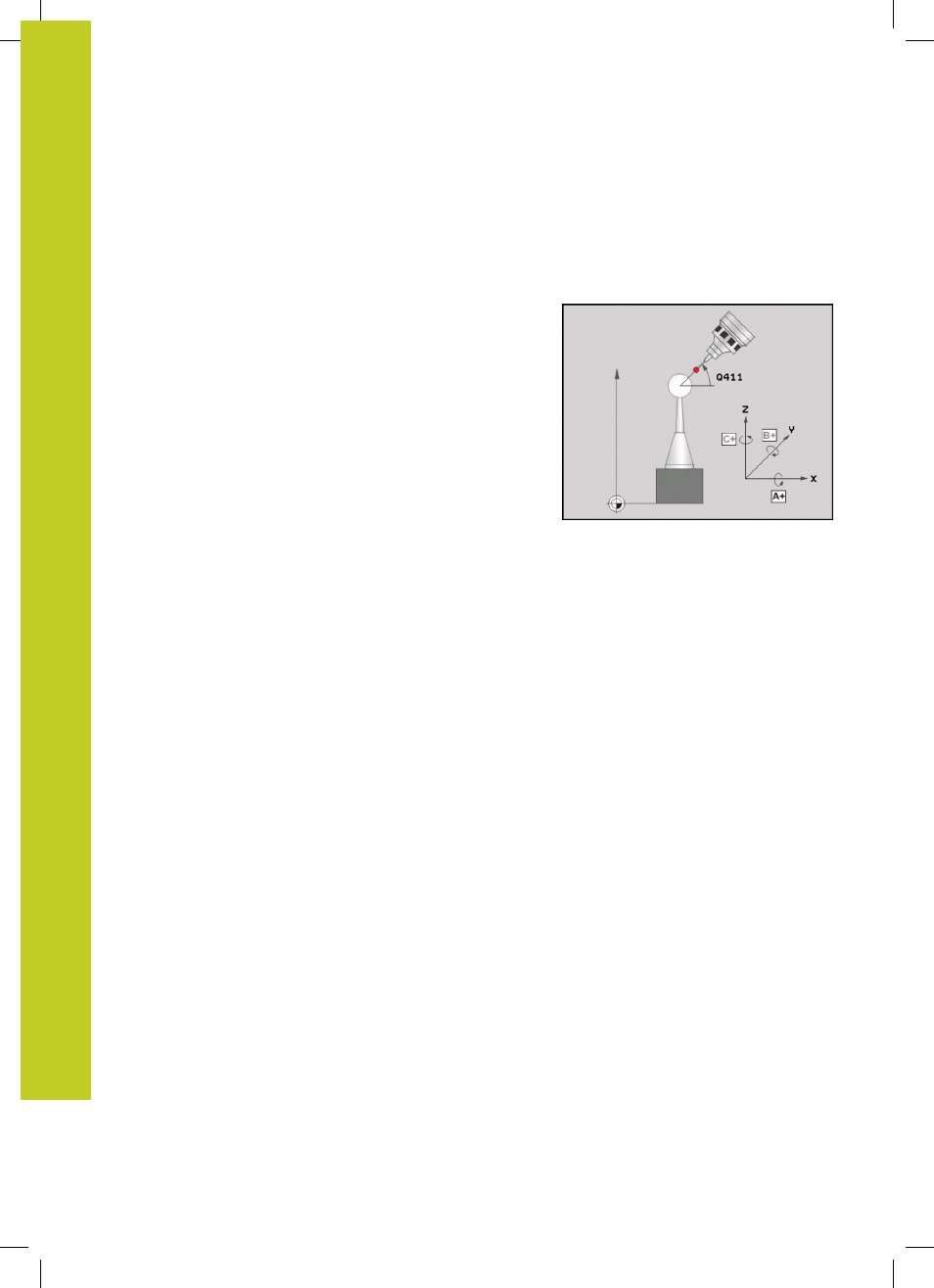
Mode opératoire du cycle
Le cycle palpeur 452 permet d'optimiser la chaîne de
transformation cinématique de votre machine (voir "MESURE DE
LA CINEMATIQUE (cycle 451, DIN/ISO : G451, option)", Page 558).
La TNC corrige ensuite également le système de coordonnées
pièce dans le modèle cinématique de manière à ce que le preset
actuel soit au centre de la bille étalon à l'issue de l'optimisation.
Ce cycle permet, p. ex., d'adapter les têtes interchangeables les
unes avec les autres.
1 Fixer la bille étalon.
2 Mesurer entièrement la tête de référence avec le cycle 451 et
utiliser ensuite le cycle 451 pour initialiser le preset au centre de
la bille.
3 Installer la deuxième tête.
4 Etalonner la tête interchangeable avec le cycle 452 jusqu'au
point de changement de tête.
5 Avec le cycle 452, régler les autres têtes interchangeables par
rapport à la tête de référence.
Si vous pouvez laisser la bille étalon fixée sur la table de la machine
pendant l'usinage, vous pouvez compenser par exemple une dérive
de la machine. Ce processus est également possible sur une
machine sans axes rotatifs.
1 Fixer la bille étalon en faisant attention au risque de collision.
2 Initialiser le preset au centre de la bille étalon.
3 Initialiser le preset sur la pièce et lancer l'usinage de la pièce.
4 Avec le cycle 452, exécuter à intervalles réguliers une
compensation de preset. La TNC mesure la dérive des axes
concernés et la corrige dans la cinématique.