Attention lors de la programmation – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Manuel d'utilisation
Page 240
Cycles d'usinage : usinage ligne à ligne
10.3
SURFACE REGULIERE
(cycle 231, DIN/ISO : G231)
10
240
TNC 640 | Manuel d'utilisation Programmation des cycles | 7/2014
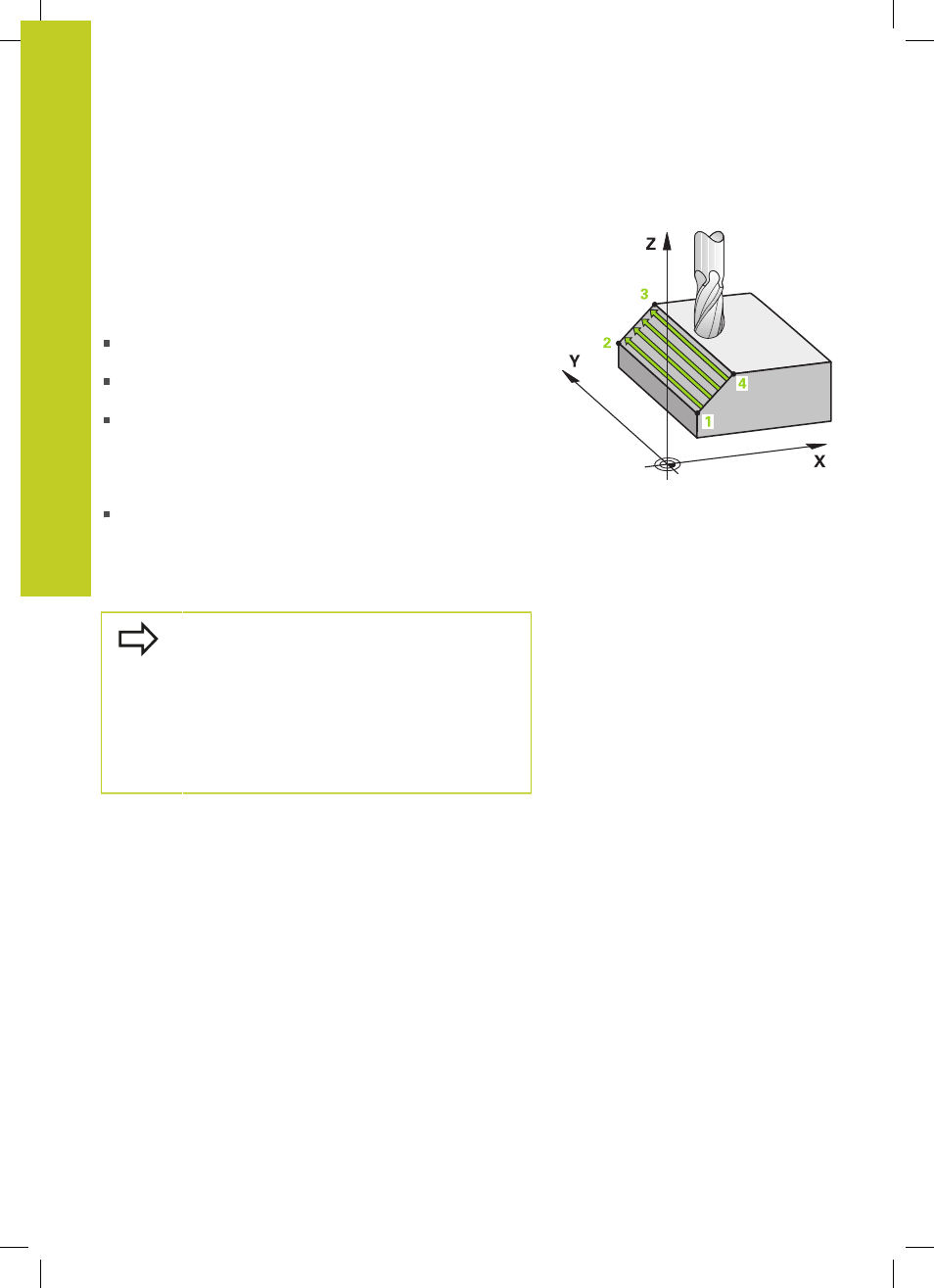
Sens de coupe
Le point initial détermine la direction d'usinage. En effet, la TNC
exécute toujours l'usinage du point
1
au point
2
. Toutes les
passes sont répétées du point
1
/
2
au point
3
/
4
. Vous pouvez
programmer le point
1
à chaque coin de la surface à usiner.
Avec des fraises deux tailles, vous optimisez la qualité de surface
de la façon suivante :
Coupe en poussant (coordonnée dans l'axe de broche du point
1
supérieure à celle du point
2
) pour des surfaces de faible pente
Coupe en tirant (coordonnée dans l'axe de broche du point
1
inférieure à celle du point
2
) pour des surfaces de forte pente
Pour les surfaces gauches, programmer le déplacement
principal (du point
1
au point
2
) dans le sens de la pente la plus
forte
Avec des fraises hémisphériques, vous pouvez optimiser la qualité
de surface de la façon suivante :
Pour les surfaces gauches, programmer le déplacement
principal (du point
1
au point
2
) perpendiculairement au sens de
la pente la plus forte
Attention lors de la programmation !
En partant de la position actuelle et en suivant une
trajectoire linéaire 3D, la TNC positionne l'outil au
point initial
1
. Prépositionner l'outil de manière
à éviter toute collision avec la pièce ou avec les
éléments de serrage.
La TNC déplace l’outil avec correction de rayon
R0
entre les positions programmées.
Si nécessaire, utiliser une fraise avec une coupe au
centre (DIN 844) ou prépercer avec le cycle 21.