Mode opératoire du cycle, Attention lors de la programmation, Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Manuel d'utilisation
Page 192: Finition en profondeur (cycle 23, din/iso : g123)
Cycles d'usinage : poche avec contour
7.7
FINITION EN PROFONDEUR (cycle 23, DIN/ISO : G123)
7
192
TNC 640 | Manuel d'utilisation Programmation des cycles | 7/2014
7.7
FINITION EN PROFONDEUR (cycle 23,
DIN/ISO : G123)
Mode opératoire du cycle
La TNC déplace l'outil en douceur (cercle tangentiel vertical)
vers la face à usiner s'il y a suffisamment de place pour cela. Si
l'encombrement est réduit, la TNC déplace l'outil verticalement à
la profondeur programmée. L'outil fraise ensuite ce qui reste après
l'évidement, soit la valeur de la surépaisseur de finition.
Attention lors de la programmation !
La TNC détermine automatiquement le point initial
pour la finition en profondeur. Le point de départ
dépend de la répartition des contours dans la poche.
Le rayon d'approche pour le prépositionnement à la
profondeur finale est fixe et il est indépendant de
l'angle de plongée de l'outil.
Attention, risque de collision!
Après l'exécution d'un cycle SL, vous devez
programmer le premier déplacement dans le plan
d'usinage en indiquant les deux coordonnées, p. ex.
L X+80 Y+0 R0 FMAX.
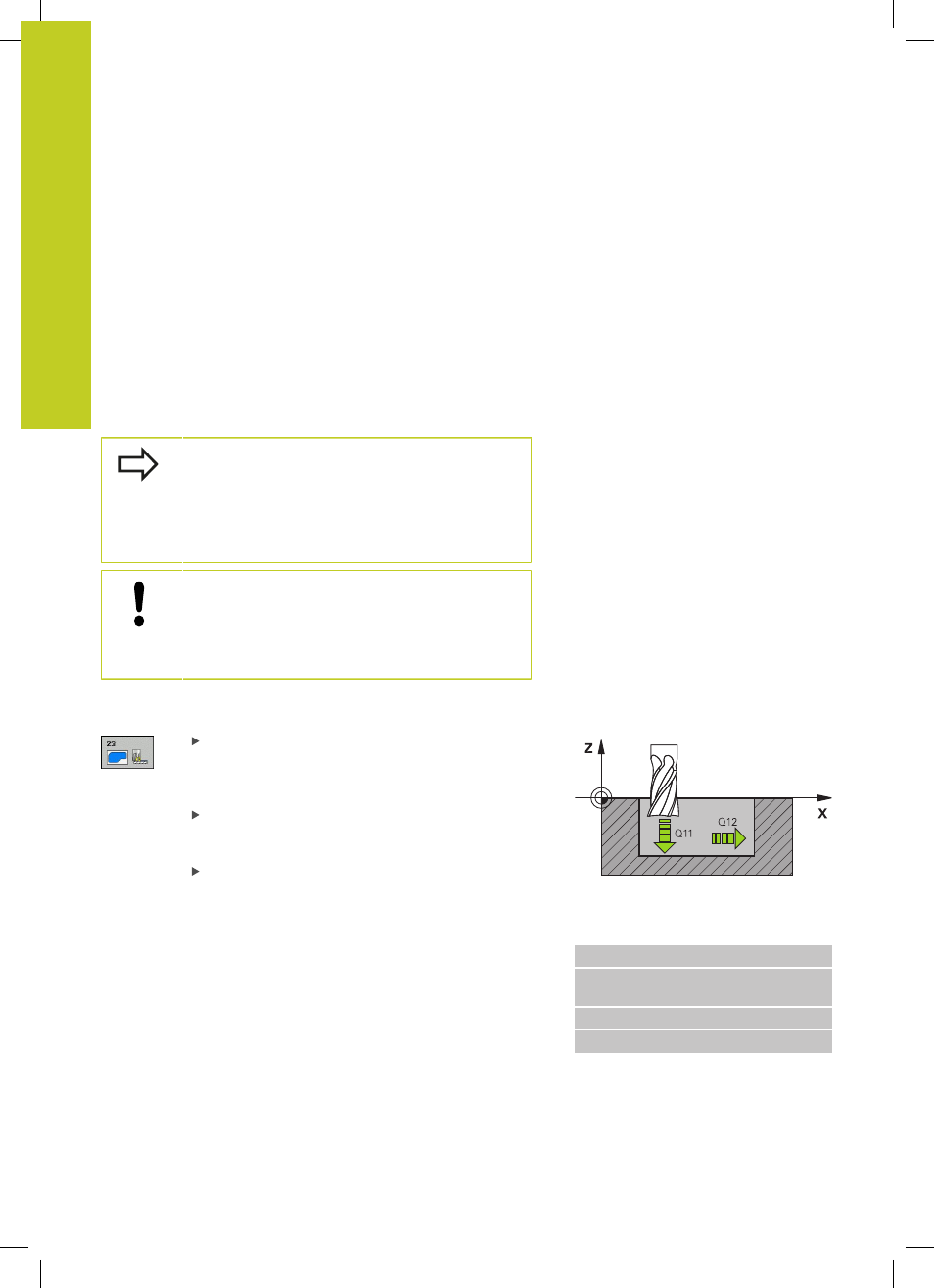
Paramètres du cycle
Avance de plongée en profondeur Q11 : vitesse
de l'outil lors de son déplacement à la profondeur,
en mm/min. Plage d'introduction 0 à 99999,9999 ou
FAUTO, FU, FZ
Avance fraisage Q12 : avance pour les
déplacements dans le plan d'usinage. Plage
d'introduction 0 à 99999,9999 ou
FAUTO, FU, FZ
Avance retrait Q208 : vitesse de déplacement
de l'outil pour sortir du trou après l'usinage, en
mm/min. Si vous introduisez Q208 = 0, l'outil sort
alors avec l'avance Q12. Plage d’introduction 0 à
99999,9999, ou
FMAX, FAUTO
Séquences CN
60 CYCL DEF 23 FINITION EN PROF.
Q11=100
;AVANCE PLONGÉE
PROF.
Q12=350
;AVANCE ÉVIDEMENT
Q208=9999
;AVANCE RETRAIT