Mode opératoire du cycle, Attention lors de la programmation, Usinage ligne a ligne (cycle 230, din/iso : g230) – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Manuel d'utilisation
Page 237
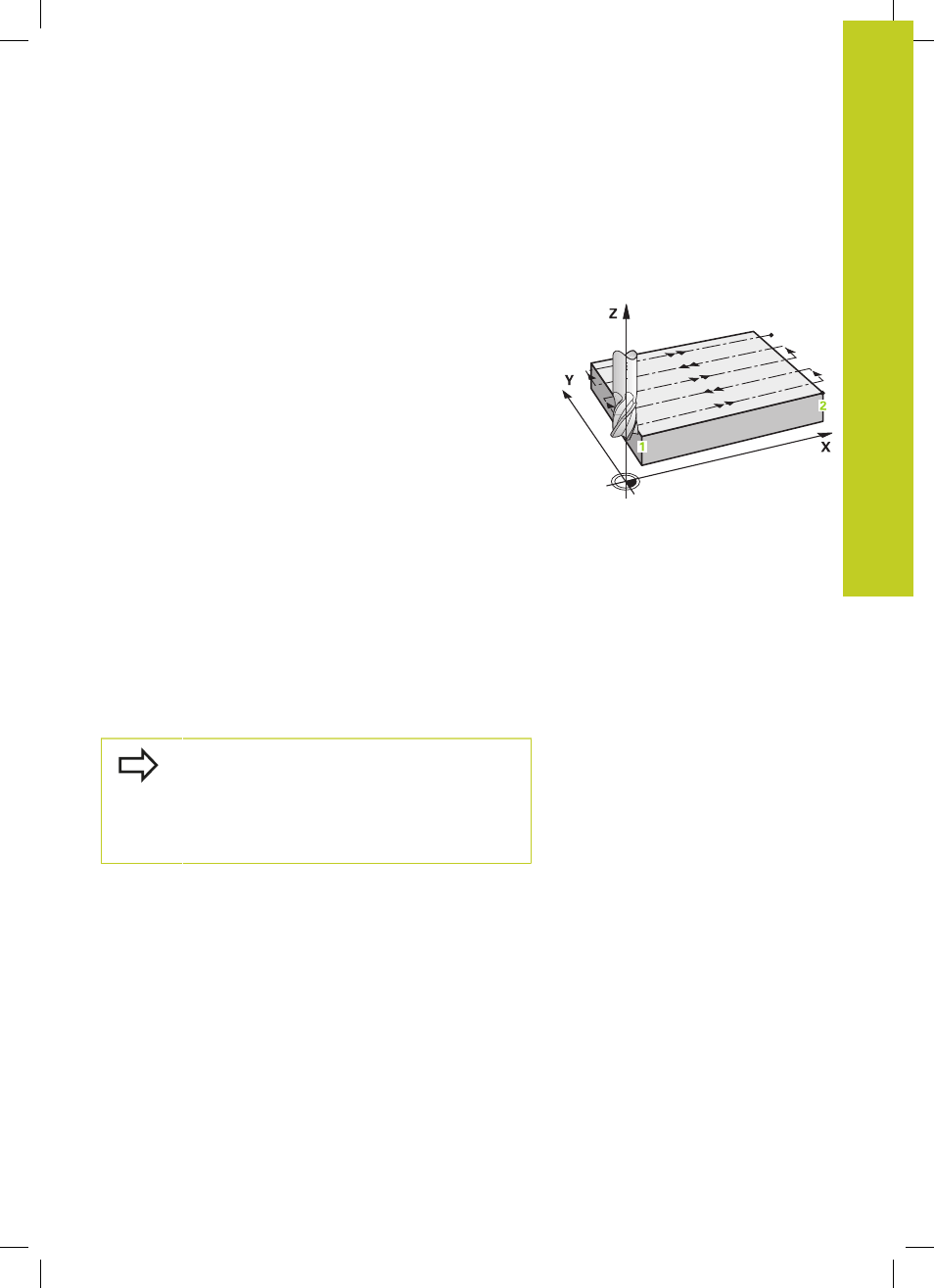
USINAGE LIGNE A LIGNE (cycle 230, DIN/ISO : G230)
10.2
10
TNC 640 | Manuel d'utilisation Programmation des cycles | 7/2014
237
10.2
USINAGE LIGNE A LIGNE (cycle 230,
DIN/ISO : G230)
Mode opératoire du cycle
1 En partant de la position actuelle, la TNC positionne l'outil, en
avance rapide
FMAX, dans le plan d’usinage jusqu'au point
initial
1
; la TNC décale l'outil de la valeur du rayon d'outil vers la
gauche et vers le haut.
2 Selon
FMAX, l'outil se rend alors dans l'axe de broche à
la distance d'approche ; ensuite, il va à la position initiale
programmée dans l'axe de broche, selon l'avance de plongée en
profondeur.
3 L'outil se déplace ensuite, suivant l'avance de fraisage
programmée, jusqu'au point final
2
; la TNC calcule le point final
à partir du point initial et de la longueur programmés ainsi que
du rayon d'outil.
4 Selon l'avance de fraisage, la TNC décale l'outil
transversalement jusqu'au point initial de la ligne suivante ; la
TNC calcule le décalage à partir de la largeur programmée et du
nombre de coupes.
5 L'outil repart ensuite dans le sens négatif du 1er axe.
6 L'usinage ligne à ligne est répété jusqu'à ce que la surface
programmée soit intégralement usinée.
7 Pour terminer, la TNC ramène l'outil à la distance d'approche
avec
FMAX.
Attention lors de la programmation !
Partant de la position actuelle, la TNC positionne tout
d’abord l’outil dans le plan d’usinage, puis dans l’axe
de broche, au point initial.
Prépositionner l'outil de manière à éviter toute
collision avec la pièce ou avec les éléments de
serrage.