Flowserve Mark 3 with conventional sealing system Manuel d'utilisation
Page 23
MANUEL D'UTILISATION MARK 3 FRANÇAIS 71569103 12-04
Page 23 of 77
4.5 Alignement initial
4.5.1 Procédure initiale d'alignement horizontal
L’objectif de notre alignement en usine est d’assurer
que nos clients pourront pleinement utiliser les jeux
des trous de moteur pour effectuer l’alignement final
sur le site. Pour l’obtenir, la procédure d’alignement
en usine spécifie que la pompe soit alignée dans le
plan horizontal du moteur, avec les boulons de pied
de moteur centrés dans les trous de moteur. Cette
procédure assure qu’il y a suffisamment de jeu dans
les trous de moteur pour permettre l’alignement sur
site par le client du moteur sur la pompe avec une
tolérance nulle. Ceci nécessite que le client soit
capable de placer le châssis dans les mêmes
conditions qu’à l’usine.
Par conséquent l’alignement en usine est effectué
avec le châssis dans une position sans contrainte sur
une surface plate et horizontale. Cette norme met
également l’accent sur le besoin d’assurer que le jeu
de l’arbre soit suffisant pour accepter les entretoises
d’accouplement spécifiées.
La procédure d’alignement en usine est résumée ci-
dessous:
a) Le châssis est placé sur un établi de travail plat et
horizontal dans une position libre et sans contrainte.
b) Le châssis est mis à niveau en fonction des
besoins. La mise à niveau est effectuée en
plaçant des cales sous les rails du châssis aux
emplacements de trou de boulon d’ancrage
appropriés. L’horizontalité est vérifiée en
longueur et largeur.
c) Le moteur et le matériel de fixation approprié sont
placés sur le châssis et l’absence d’assise boiteuse
du moteur est vérifiée. Si une assise boiteuse est
détectée, elle est éliminée en utilisant des cales.
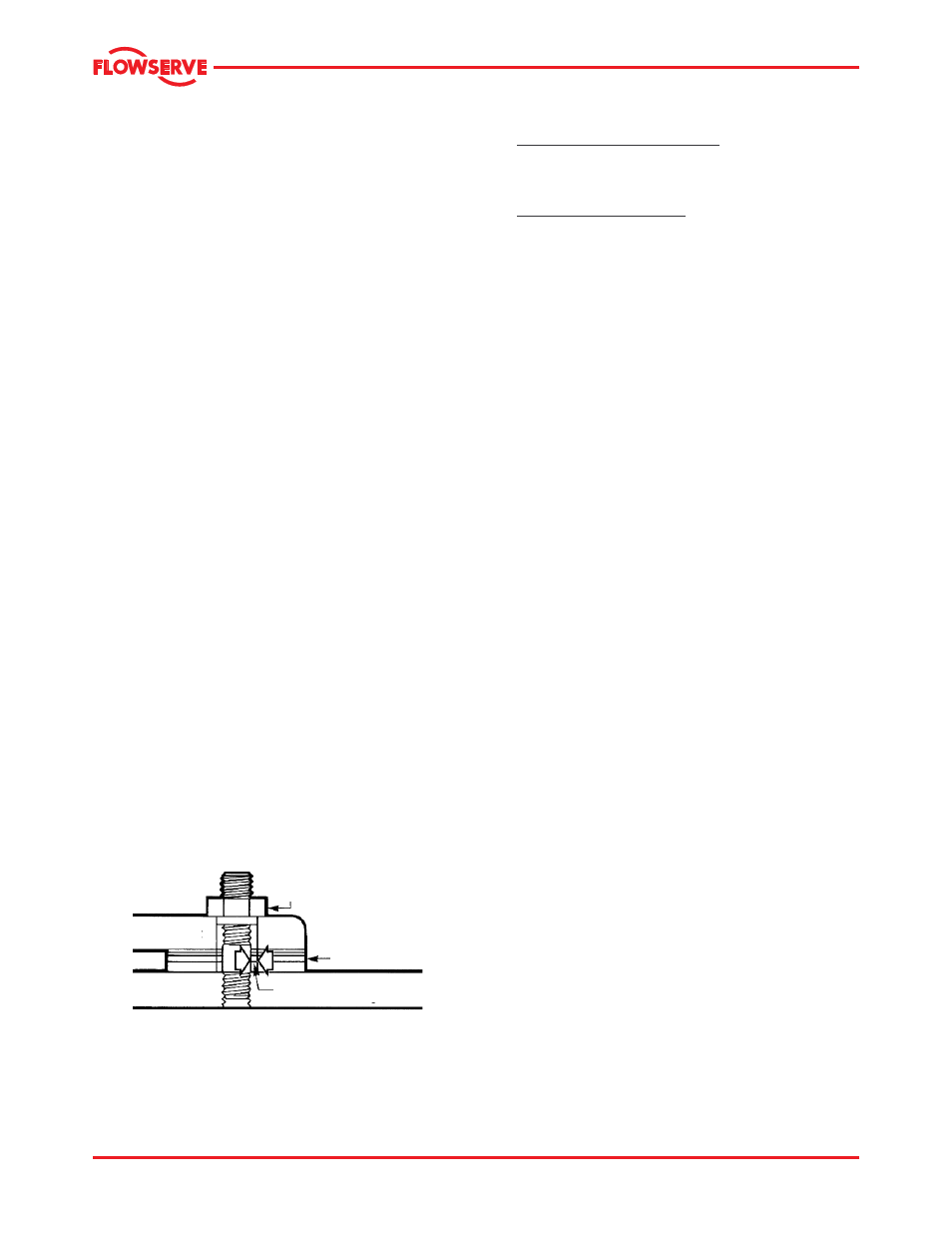
d) Les trous des pieds de moteur sont centrés sur les
fixations du moteur. Ceci se fait à l'aide d'un
écrou de centrage, comme illustré à la Figure 4-6.
Figure 4-6
Ecrou de
centrage
Cales (pour
l’alignement
vertical)
Jeu de réglage pour
l’alignement horizontal
Pied du
moteur
Châssis
e) Le moteur est fixé en place en serrant les écrous
sur deux goujons de fixation du moteur
diagonalement opposés.
f) La pompe est placée horizontalement sur le
châssis. Le pied sous le corps de palier est
réglable. Il est utilisé pour aligner la pompe si
besoin est.
Modèles Mark 3A et ANSI 3A
Si un réglage est nécessaire, ajouter ou supprimer
des cales [3126.1] entre le pied et le corps de
palier.
Modèle Mark 3 (ancien)
Si un réglage est nécessaire, l’écrou de réglage
[6576] est utilisé pour déplacer le pied vers le
haut et vers le bas.
g) Le jeu de l’accouplement avec entretoise est vérifié.
h) Les alignements parallèles et angulaires verticaux
sont effectués grâce à des cales sous le moteur.
i) Les trous des pieds du moteur sont à nouveau
centrés sur les goujons de fixation du moteur à
l'aide de l’écrou de centrage. L’écrou de centrage
est alors retiré et remplacé par un écrou standard.
Le moteur est alors pourvu d'une mobilité
potentielle maximum pour le déplacement
horizontal durant l’alignement final sur le site. Les
quatre pieds du moteur sont serrés.
j) Les arbres de pompe et du moteur sont alors
alignés horizontalement, au niveau parallèle et
angulaire, en déplaçant la pompe par rapport au
moteur fixe. Les pieds de la pompe sont serrés.
k) Les alignements vertical et horizontal sont à
nouveau vérifiés, de même que le jeu de
l’entretoise d’accouplement.
l) Voir section 4.8, Alignement final de l'arbre.
4.5.2 Procédure initiale d'alignement en ligne
La procédure d'alignement en usine assure que l'unité
peut être alignée sur site. L'alignement initial n'est pas
supérieur à 0.38 mm (0.015 in.) de désalignement
parallèle, et à 0.0025 mm/mm (0.0025 in./in.) de
désalignement angulaire.
La pompe en ligne Mark 3 intègre des fonctionnalités
d'alignement du moteur. L'alignement parallèle est
obtenu en déplaçant ensemble l'entretoise de
centrage du moteur et le moteur par rapport à la boîte
palière. Quatre vis de réglage (comme illustré aux
Figures 4-7 et 4-8) permettent des modifications
précises de l'alignement parallèle. L'alignement
angulaire est contrôlé par les tolérances d'usinage
mais ne peut empêcher une compression inégale du
joint d'étanchéité du flasque.
a) Vérifier l’alignement angulaire. Un couple de
serrage supplémentaire peut être appliqué aux
boulons du corps de pompe appropriés pour
corriger l'angularité.
b) Vérifier l'alignement parallèle dans un plan défini
par les dispositifs de réglage situés aux coins
opposés de l'entretoise de centrage du moteur.
Pour apporter des corrections, les écrous de
l'entretoise de centrage du moteur [6580.3] doivent