6 ouv er tu re et intr oduction de pr ogr amme – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 77
61
TNC 410, TNC 426, TNC 430 HEIDENHAIN
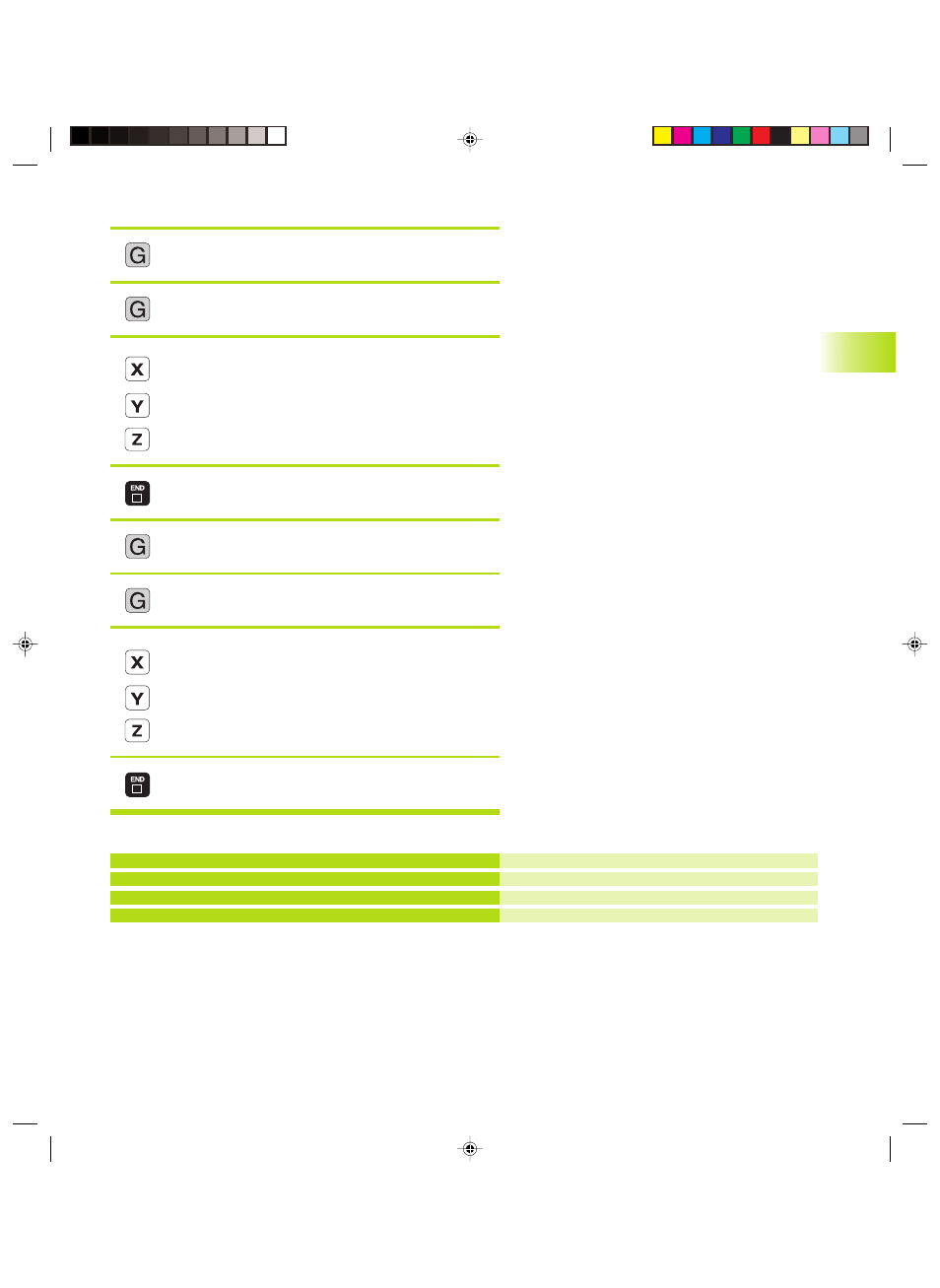
Définition de la pièce brute
30
Définir le point MIN
<
17
Définir l'axe de broche (ici: Z)
<
0
Introduire successivement les coordonnées
X, Y et Z du point MIN
0
-40
<
Clôre la séquence: touche END
<
31
Définir le point MAX
<
90
Définir l'introduction en absolu/incrémental
<
100
Introduire successivement les coordonnées
X, Y et Z du point MAX
100
0
<
Clôre la séquence: touche END
Le fenêtre du programme affiche la définition de la BLK-FORM:
%NEW G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N999999 %NEW G71 *
La TNC génère automatiquement la première et la dernière
séquence du programme.
4.6 Ouv
er
tu
re
et intr
oduction de pr
ogr
amme
Début du programme, nom, unité de mesure
Axe de broche, coordonnées du point MIN
Coordonnées du point MAX
Fin du programme, nom, unité de mesure
Ekap4.pm6
28.06.2006, 14:54
61