3 appr oc he et sor tie du cont our – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 116
100
6 Programmation: Programmer les contours
6.3
Appr
oc
he et sor
tie du cont
our
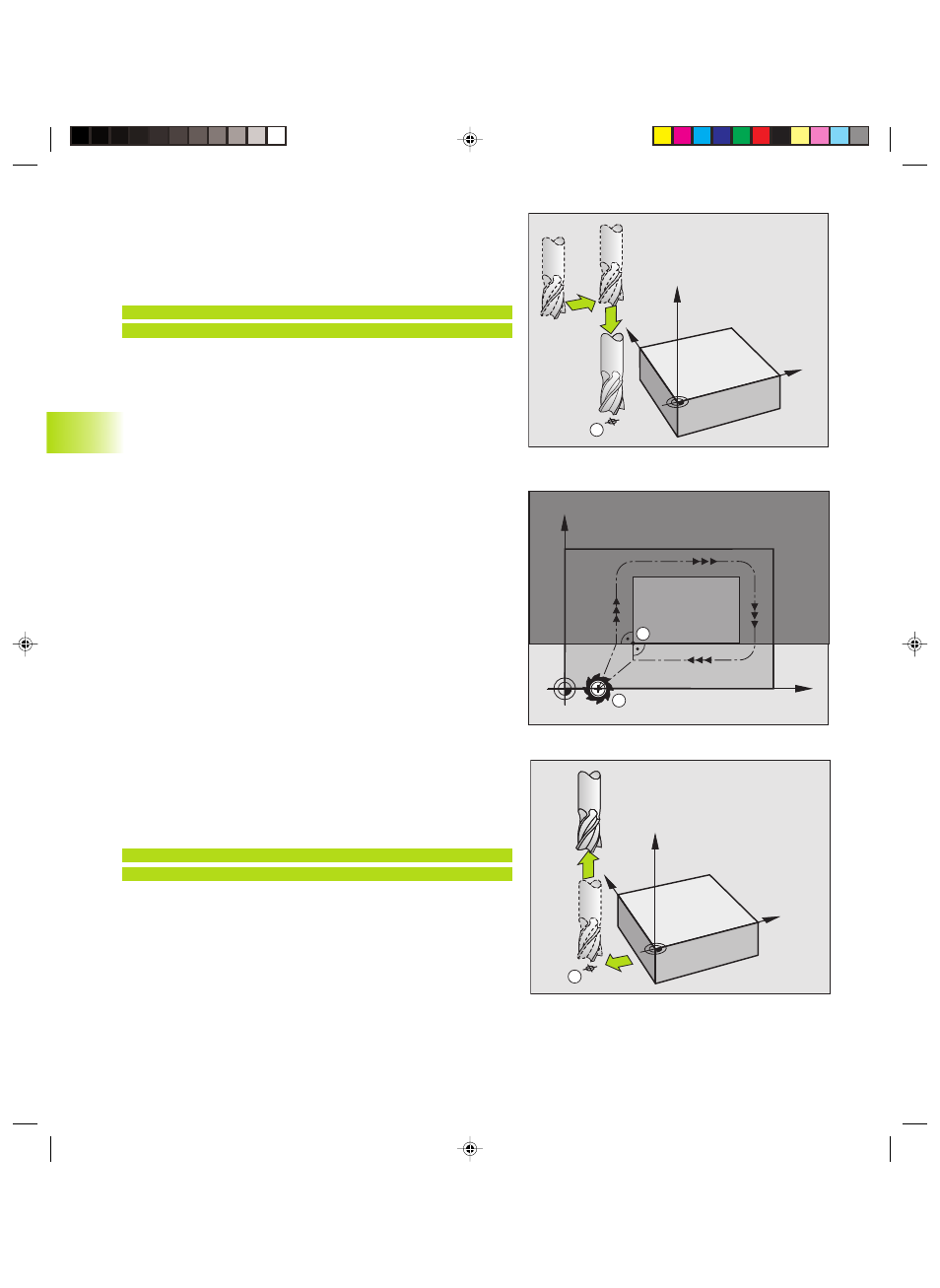
Aborder le point initial dans l'axe de broche
Lors de l'approche du point initial, l'outil dans l'axe de broche doit
se déplacer à la profondeur d'usinage. En cas de risque de collision,
aborder séparément le point initial dans l'axe de broche.
Exemple de séquences CN
N30 G00 G40 X+20 Y+30 *
N40 Z-10 *
Point final
Conditions requises pour le choix du point final:
■
doit être abordé sans risque de collision
■
doit être proche du dernier point du contour
■
Pour éviter tout endommagement du contour: Le point final
optimal est situé dans le prolongement de la trajectoire de l'outil
pour l'usinage du dernier élément du contour.
Exemple:
Fig. au centre, à droite: Si vous définissez le point final dans la zone
gris foncé, le contour sera endommagé lors de l'approche du point
final.
Quitter le point final dans l'axe de broche:
Pour quitter le point final, programmez séparément l'axe de broche.
Cf. figure en bas et à droite.
Exemple de séquences CN
N50 G00 G40 X+60 Y+70 *
N60 Z+250 *
Y
X
Z
S
X
Y
A
E
Y
X
Z
E
Gkap6.pm6
28.06.2006, 14:54
100