9 cycles de conversion de coordonnées – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 245
229
TNC 410, TNC 426, TNC 430 HEIDENHAIN
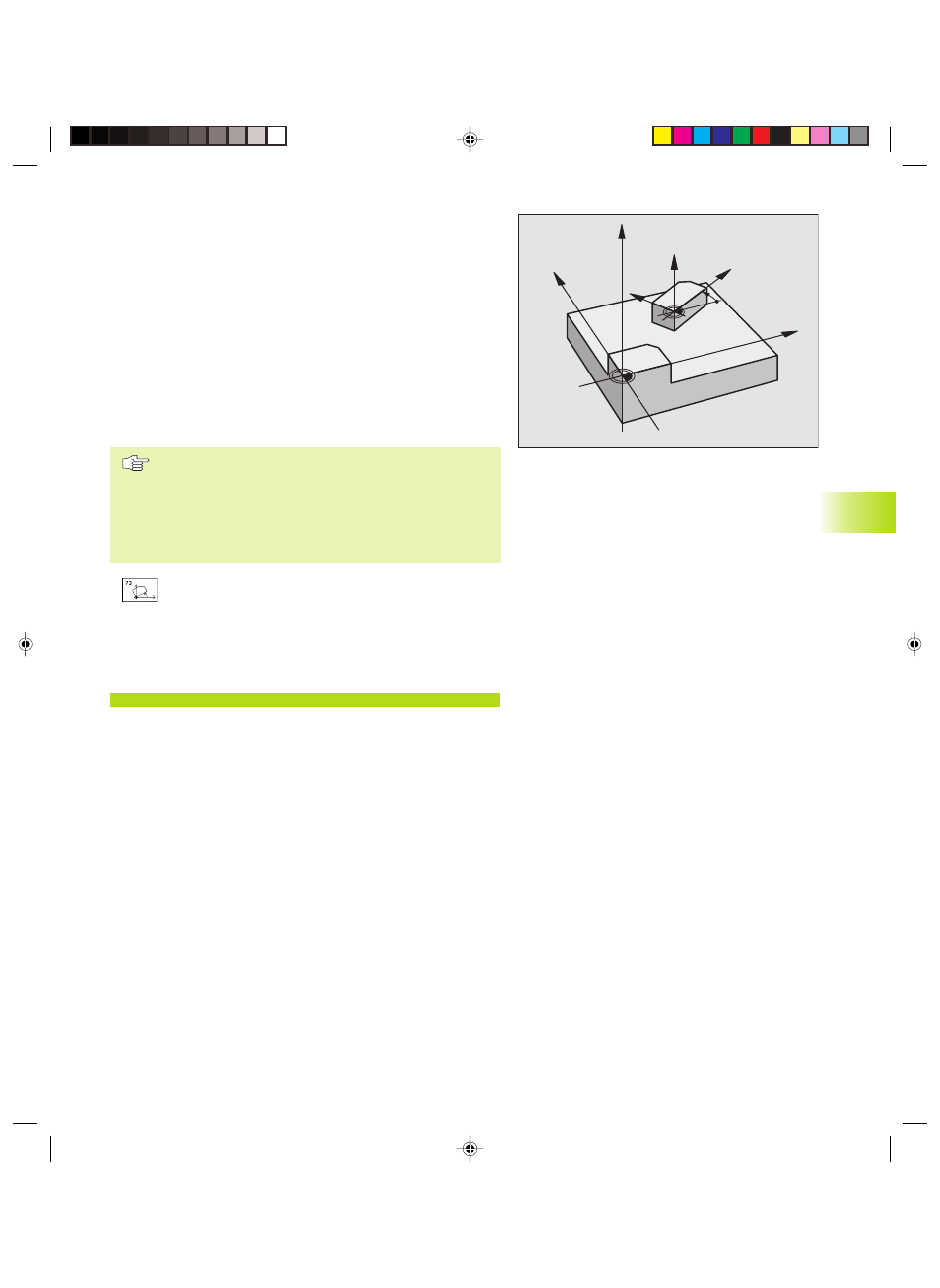
ROTATION (cycle G73)
A l‘intérieur d‘un programme, la TNC peut faire pivoter le système
de coordonnées dans le plan d‘usinage, autour du point zéro actif.
Effet
La ROTATION est active dès qu‘elle a été définie dans le
programme. Elle agit aussi en mode Positionnement avec
introduction manuelle. L‘angle de rotation actif apparaît également
dans l‘affichage d‘état supplémentaire.
Axes de référence pour l‘angle de rotation:
■
Plan X/Y
Axe X
■
Plan Y/Z
Axe Y
■
Plan Z/X
Axe de broche
Remarques avant que vous ne programmiez
La TNC annule une correction de rayon active si l‘on
définit le cycle G73. Si nécessaire, reprogrammer la
correction de rayon.
Après avoir défini le cycle G73, déplacez les deux axes
du plan d'usinage afin d‘activer la rotation.
ú
Rotation: introduire l‘angle de rotation H en degré (°).
Plage d‘introduction: -360° à +360° (en absolu G90
avant H ou en incrémental G91 avant H)
Annulation
Reprogrammer le cycle ROTATION G73 avec un angle de rotation 0°.
Exemple de séquence CN:
N72 G73 G90 H+25*
Z
Z
X
X
Y
Y
8.9 Cycles de conversion de coordonnées
Kkap8.pm6
28.06.2006, 14:54
229