6 cycles sl, groupe i – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 209
193
TNC 410, TNC 426, TNC 430 HEIDENHAIN
X
Z
X
Y
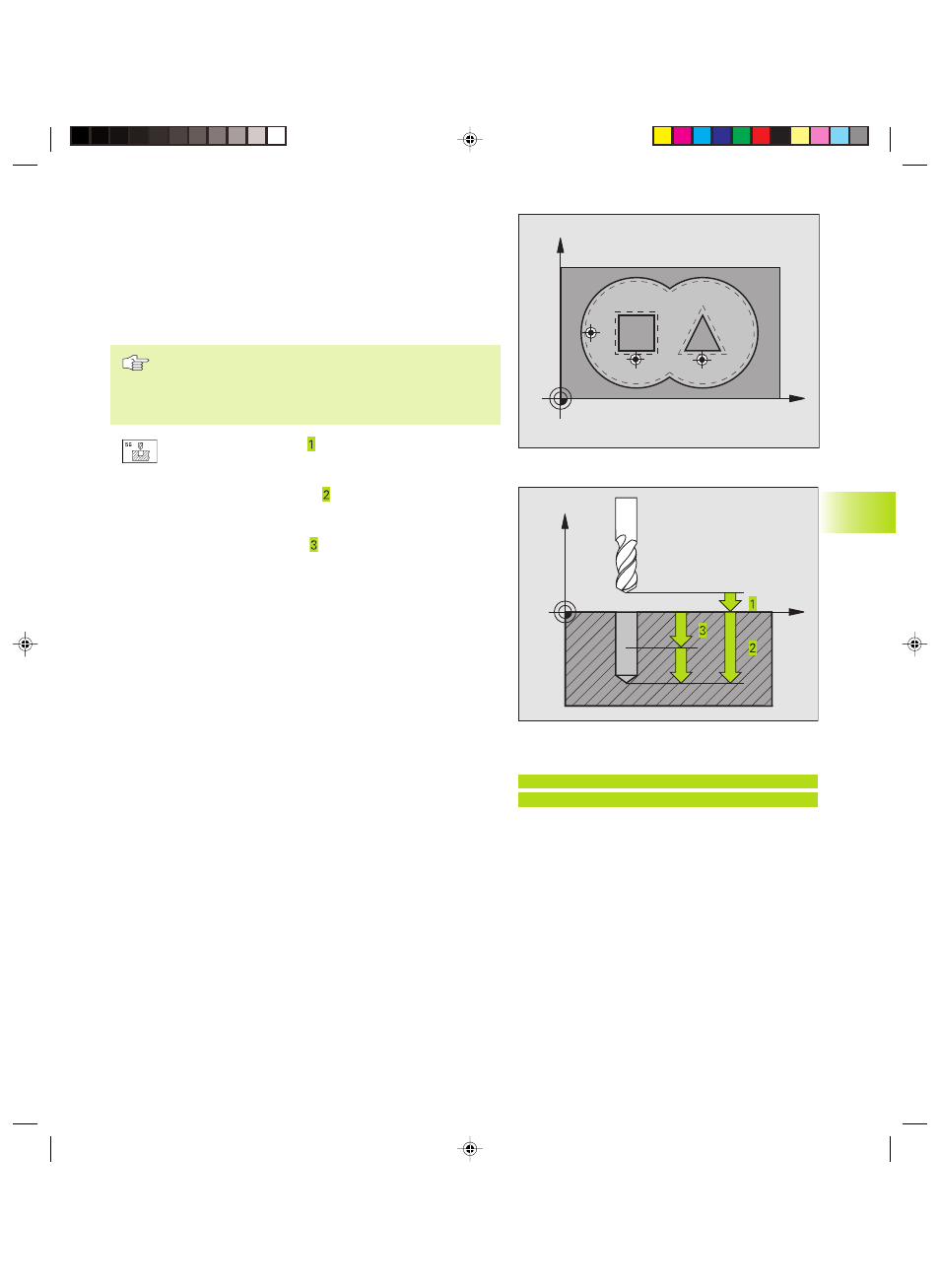
PREPERCAGE (cycle G56)
Déroulement du cycle
dito cycle G83 Perçage profond
Applications
Pour les points de plongée, le cycle G56 PREPERCAGE tient
compte de la surépaisseur de finition. Les points de plongée sont
aussi points initiaux pour l‘évidement.
Remarques avant que vous ne programmiez
Programmer la séquence de positionnement du point
initial dans l‘axe de broche (distance d'approche au-
dessus de la surface de la pièce).
ú
Distance d'approche (en incrémental): distance
entre la pointe de l‘outil (position initiale) et la surface
de la pièce
ú
Profondeur de perçage (en incrémental) distance
entre la surface de la pièce et le fond du trou (pointe
cônique du foret)
ú
Profondeur de passe (en incrémental): distance
parcourue par l‘outil en une passe. L'outil se déplace
en une passe à la profondeur lorsque:
■
Profondeur de passe = profondeur de perçage
■
Profondeur de passe > profondeur de perçage
La profondeur de perçage n'est pas forcément un
multiple de la profondeur de passe
ú
Avance de plongée en profondeur: Avance de perçage
en mm/min.
ú
Surépaisseur de finition: surépaisseur dans le plan
d'usinage
8.6 Cycles SL, groupe I
Exemple de séquence CN:
N54 G56 P01 2 P02 -15 P03 5 P04 250
P05 +0.5*
Kkap8.pm6
28.06.2006, 14:54
193