3 cycles de perçage – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 170
8 Programmation: Cycles
154
ú
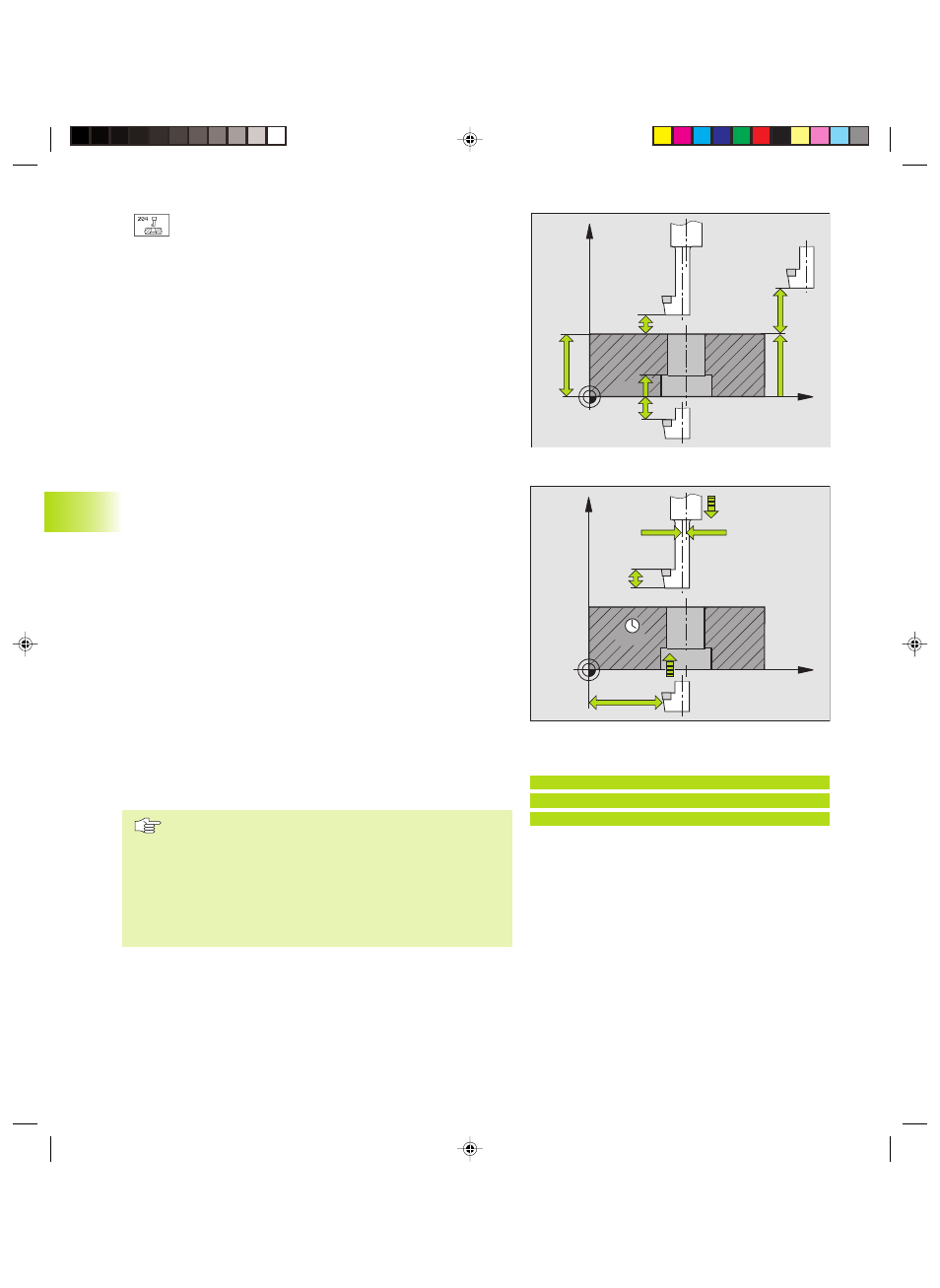
Distance d'approche Q200 (en incrémental): distance
entre la pointe de l'outil et la surface de la pièce
ú
Profondeur de contre-perçage Q249 (en incrémental):
distance entre l'arête inférieure de la pièce et la base
du contre-perçage Le signe positif réalise un perçage
dans le sens positif de l'axe de broche
ú
Epaisseur matériau Q250 (en incrémental): Epaisseur
de la pièce
ú
Cote excentrique Q251 (en incrémental): cote
excentrique de l'outil; à relever sur la fiche technique
de l'outil
ú
Hauteur de la dent Q252 (en incrémental): distance
entre l'arête inférieure de l'outil et la dent principale; à
relever sur la fiche technique de l'outil
ú
Avance de pré-positionnement Q253: vitesse de
déplacement de l'outil lors de la plongée dans la pièce
ou lors de la sortie hors de celle-ci, en mm/min.
ú
Avance de contre-perçage: Vitesse de déplacement de
l'outil lors du contre-perçage, en mm/min.
ú
Temporisation Q255: Temporisation en secondes à la
base du contre-perçage
ú
Coord. surface pièce Q203 (en absolu): coordonnée de
la surface de la pièce
ú
2ème distance d'approche Q204 (en incrémental):
coordonnée dans l‘axe de broche excluant toute
collision entre l‘outil et la pièce (matériels de bridage)
ú
Sens de dégagement (0/1/2/3/4) Q214: définir le sens
suivant lequel la TNC doit décaler l'outil de la valeur de
la cote excentrique (après l'orientation broche);
introduction de 0 interdite
1: Décaler l'outil dans le sens moins de l'axe principal
2: Décaler l'outil dans le sens moins de l'axe auxiliaire
3: Décaler l'outil dans le sens plus de l'axe principal
4: Décaler l'outil dans le sens plus de l'axe auxiliaire
Danger de collision!
Lorsque vous programmez l‘orientation de la broche sur
0°, vérifiez où se trouve la pointe de l‘outil (par ex. en
mode Positionnement avec introduction manuelle).
Dirigez la pointe de l‘outil pour qu‘elle soit parallèle à un
axe de coordonnées. Sélectionnez le sens de
dégagement de manière à ce que l'outil puisse plonger
dans le trou sans risque de collision
En outre pour la TNC 426, TNC 430 avec logiciel CN
280 474-xx:
ú
Angle pour l'orientation broche Q336 (en absolu):
Angle sur lequel la TNC positionne l'outil avant le
dégagement
8.3 Cycles de perçage
X
Z
Q250
Q203
Q204
Q249
Q200
Q200
X
Z
Q255
Q254
Q214
Q252
Q253
Q251
Exemple de séquence CN:
N11 G204 Q200=2 Q249=+5 Q250=20
Q251=3.5 Q252=15 Q253=750 Q254=200
Q255=0 Q203=+0 Q204=50 Q214=1*
Kkap8.pm6
28.06.2006, 14:54
154