HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 313
12 Palpeurs 3D
298
Etalonner le palpeur à commutation
Vous devez étalonner le système de palpage lors:
■
de sa mise en route
■
d‘une rupture de l‘outil
■
du changement de la tige de palpage
■
d‘une modification de l‘avance de palpage
■
d‘irrégularités dues, par exemple, à une surchauffe de la machine
Lors de l‘étalonnage, la TNC calcule la longueur „effective“ de la
tige de palpage ainsi que le rayon „effectif“ de la bille de palpage.
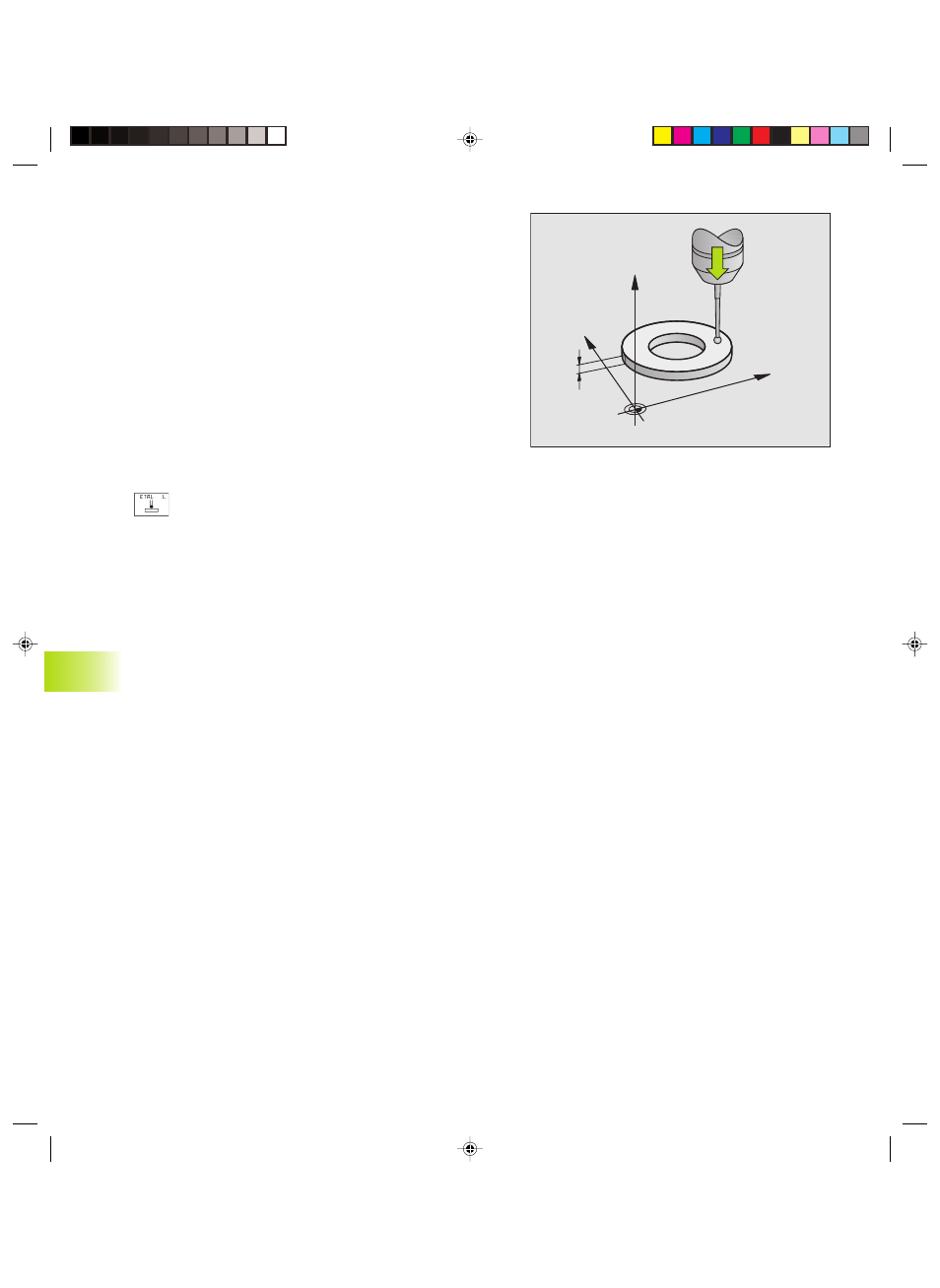
Pour étalonner le palpeur 3D, fixez sur la table de la machine une
bague de réglage de hauteur et de diamètre intérieur connus.
Etalonner la longueur effective
ú
Initialiser le point de référence dans l‘axe de broche de manière à
avoir pour la table de la machine: Z=0.
ú
Sélectionner la fonction d‘étalonnage de la longueur
du palpeur: appuyer sur la softkey FONCTIONS
PALPAGE et sur CAL L. La TNC affiche une fenêtre de
menu comportant quatre champs d+introduction
ú
Introduire l'axe d'outil (touche d'axe)
ú
Point de référence: introduire la hauteur de la bague
de réglage
ú
Les menus Rayon effectif bille et Longueur effective
ne requièrent pas d‘introduction
ú
Déplacer le palpeur tout contre la surface de la bague
de réglage
ú
Si nécessaire, modifier le sens du déplacement:
appuyer sur la softkey ou sur les touches fléchées
ú
Palper la surface: appuyer sur la touche START externe
12.1 Cy
cles de palpag
e en mode Manuel et Maniv
. électr
onique
5
Y
X
Z
Okap12.pm6
28.06.2006, 14:54
298