HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 187
171
TNC 410, TNC 426, TNC 430 HEIDENHAIN
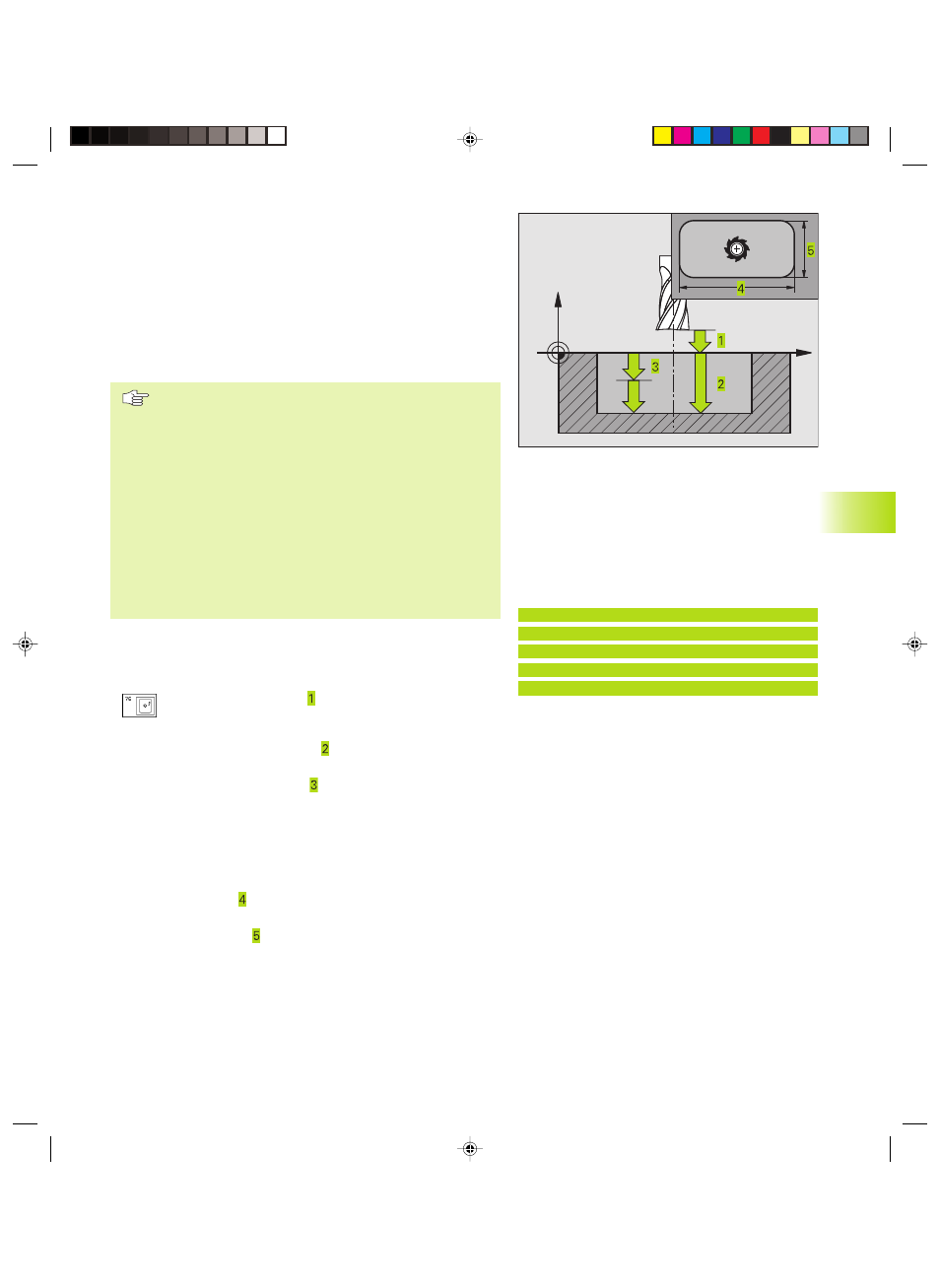
FRAISAGE DE POCHE (cycles G75, G76)
1 L‘outil plonge dans la pièce à la position initiale (au centre de la
poche) et se déplace à la première profondeur de passe
2 Il se déplace ensuite dans le sens positif du côté le plus long –
lorsqu'il s'agit de poches carrés, dans le sens positif de l'axe Y –
puis évide la poche de l'intérieur vers l'extérieur
3 Ce processus est répété (1 à 2) jusqu‘à ce que la profondeur soit
atteinte
4 A la fin du cycle, la TNC rétracte l‘outil à sa position initiale
Remarques avant que vous ne programmiez
Programmer la séquence de positionnement du point
initial (centre de la poche) dans le plan d'usinage avec
correction de rayon G40.
Programmer la séquence de positionnement du point
initial dans l‘axe de broche (distance d'approche au-
dessus de la surface de la pièce).
Le signe du paramètre Profondeur détermine le sens de
l‘usinage.
Utiliser une fraise à denture frontale (DIN 844) ou
effectuer un pré-perçage au centre de la poche.
Le 2ème côté doit remplir la condition suivante: 2ème
côté supérieur à [(2 x rayon d'arrondi) + passe latérale k].
Sens de rotation pour l'évidement
■
sens horaire: G75
■
sens anti-horaire: G76
ú
Distance d'approche (en incrémental): distance
entre la pointe de l‘outil (position initiale) et la surface
de la pièce
ú
Profondeur de fraisage (en incrémental): distance
entre surface de la pièce et fond de la poche
ú
Profondeur de passe (en incrémental): distance
parcourue par l‘outil en une passe. L'outil se déplace
en une passe à la profondeur lorsque:
■
Prof. de passe égale à la profondeur
■
Prof. de passe supérieure à la profondeur
ú
Avance plongée en profondeur: vitesse de
déplacement de l‘outil lors de la plongée
ú
1er côté : longueur de la poche parallèle à l‘axe
principal du plan d‘usinage
ú
2ème côté : largeur de la poche
8.4 Cy
cles de fr
aisag
e de poc
hes,
t
enons et r
ainur
es
X
Z
ú
Avance F: vitesse de déplacement de
l‘outil dans le plan d‘usinage
ú
Rayon d'arrondi: Rayon pour les angles
de poche.
Pour rayon = 0, le rayon d'arrondi est
égal au rayon d'outil
Exemples de séquences CN:
N27 G75 P01 2 P02 -20 P03 5 P04 100
P05 X+80 P06 Y+60 P07 275 P08 5*
...
N35 G76 P01 2 P02 -20 P03 5 P04 100
P05 X+80 P06 Y+60 P07 275 P08 5*
Calculs:
Passe latérale k = K x R
K: Facteur de superposition défini dans le
paramètre-machine 7430
R: Rayon de la fraise
Kkap8.pm6
28.06.2006, 14:54
171