6 exemples de programmation – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 264
9 Programmation: Sous-programmes et répétitions de parties de programme
248
9.6 Exemples de programmation
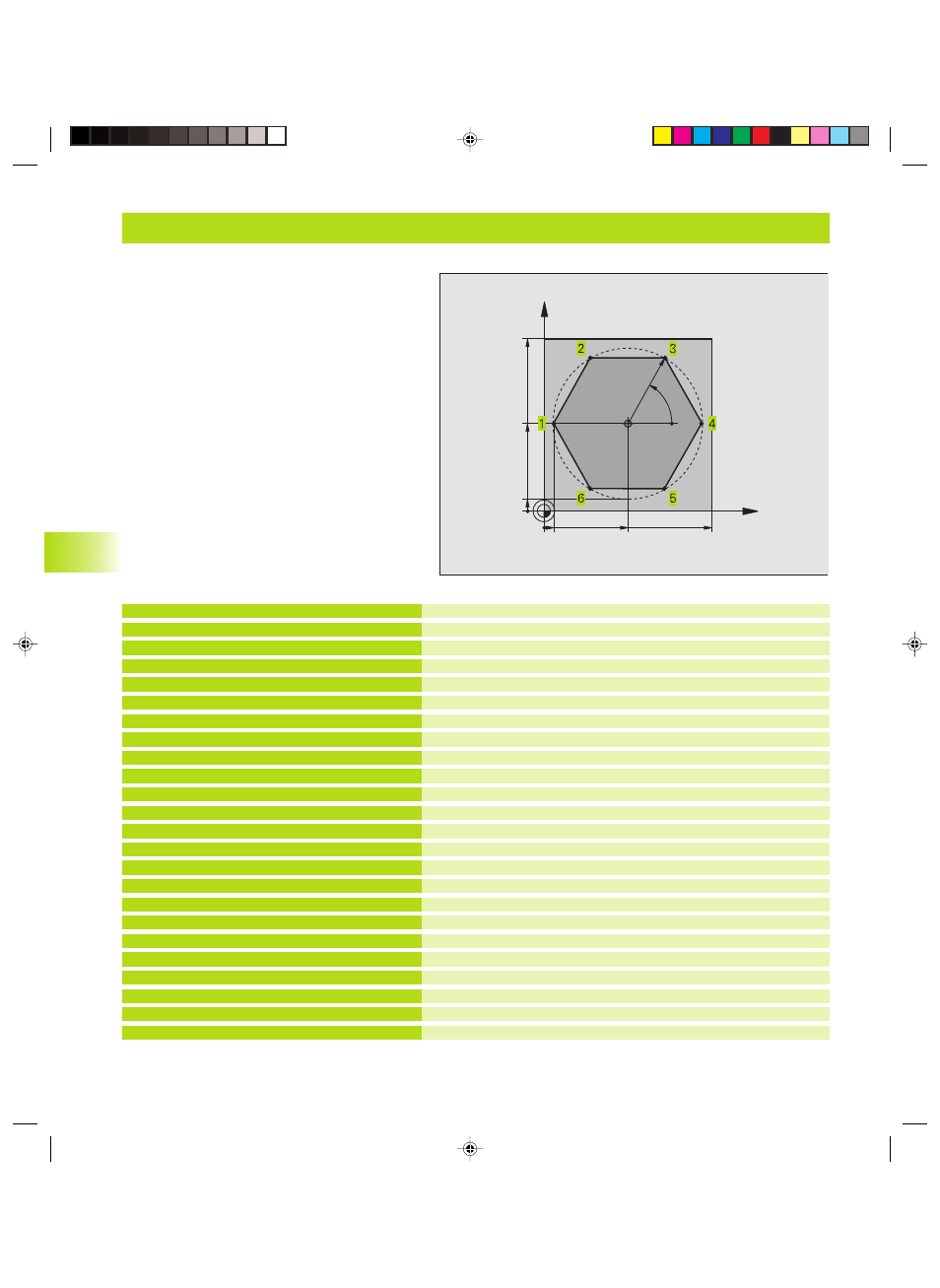
Exemple: Fraisage d‘un contour en plusieurs passes
%PGMWDH G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+7,5 *
N40 T1 G17 S4000 *
N50 G00 G40 G90 Z+250 *
N60 I+50 J+50 *
N70 G10 R+60 H+180 *
N80 G01 Z+0 F1000 M3 *
N90 G98 L1 *
N100 G91 Z-3 *
N110 G11 G41 G90 R+45 H+180 F250 *
N120 G26 R5 *
N130 H+120 *
N140 H+60 *
N150 H+0 *
N160 H-60 *
N170 H-120 *
N180 H+180 *
N190 G27 R5 F500 *
N200 G40 R+60 H+180 F1000 *
N210 L1,9 *
N220 G00 Z+250 M2 *
N999999 %PGMWDH G71 *
Définition de l'outil
Appel de l'outil
Dégager l‘outil
Définir le pôle
Pré-positionnement dans le plan d‘usinage
Pré-positionnement sur l‘arrêt supérieure de la pièce
Marque pour répétition de partie de programme
Passe en profondeur incrémentale (dans le vide)
Premier point du contour
Aborder le contour
Contour
Quitter le contour
Dégager l‘outil
Retour au LBL 1; au total neuf fois
Dégager l‘outil, fin du programme
Exemple: Fraisage d‘un contour en plusieurs passes
Déroulement du programme
■
Pré-positionner l‘outil sur l‘arête supérieure de la
pièce
■
Introduire la passe en valeur incrémentale
■
Fraiser le contour
■
Répéter la passe et le fraisage du contour
%PGMWDH G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+7,5 *
N40 T1 G17 S4000 *
N50 G00 G40 G90 Z+250 *
N60 I+50 J+50 *
N70 G10 R+60 H+180 *
N80 G01 Z+0 F1000 M3 *
N90 G98 L1 *
N100 G91 Z-3 *
N110 G11 G41 G90 R+45 H+180 F250 *
N120 G26 R5 *
N130 H+120 *
N140 H+60 *
N150 H+0 *
N160 H-60 *
N170 H-120 *
N180 H+180 *
N190 G27 R5 F500 *
N200 G40 R+60 H+180 F1000 *
N210 L1,9 *
N220 G00 Z+250 M2 *
N999999 %PGMWDH G71 *
Définition de l'outil
Appel de l'outil
Dégager l‘outil
Définir le pôle
Pré-positionnement dans le plan d‘usinage
Pré-positionnement sur l‘arrêt supérieure de la pièce
Marque pour répétition de partie de programme
Passe en profondeur incrémentale (dans le vide)
Premier point du contour
Aborder le contour
Contour
Quitter le contour
Dégager l‘outil
Retour au LBL 1; au total neuf fois
Dégager l‘outil, fin du programme
X
Y
50
100
50
I,J
5
100
R45
60°
5
Lkap9.pm6
28.06.2006, 14:55
248