7 cy cles sl, gr oupe ii (sauf tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 217
201
TNC 410, TNC 426, TNC 430 HEIDENHAIN
Surface „d‘intersection“
La surface commune de recouvrement de A et de B doit être
usinée. (les surfaces avec simple recouvrement doivent rester non
usinées)
■
A et B doivent être des poches.
■
A doit débuter à l‘intérieur de B.
Surface A:
N510 G98 L1 *
N520 G01 G42 X+60 Y+50 *
N530 I+35 J+50 *
N540 G02 X+60 Y+50 *
N550 G98 L0 *
Surface B:
N560 G98 L2 *
N570 G01 G42 X+90 Y+50 *
N580 I+65 J+50 *
N590 G02 X+90 Y+50 *
N600 G98 L0 *
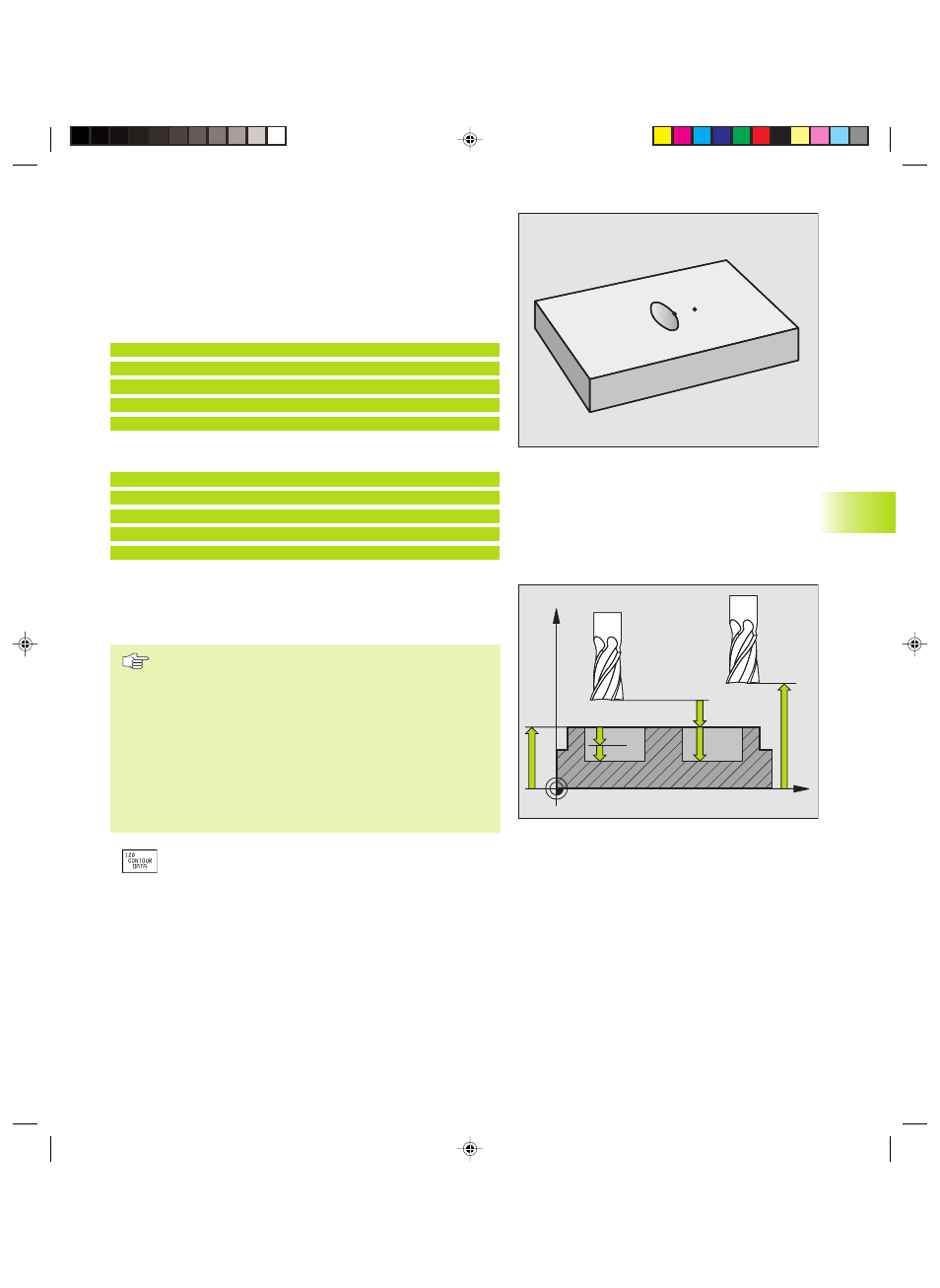
DONNEES DU CONTOUR (cycle G120)
Dans le cycle G120, introduisez les données d‘usinage destinées
aux sous-programmes avec contours partiels.
Remarques avant que vous ne programmiez
Le cycle G120 est actif avec DEF, c‘est-à-dire qu‘il est actif
dès qu‘il a été défini dans le programme
Le signe du paramètre Profondeur détermine le sens de
l‘usinage.
Les données d‘usinage indiquées dans le cycle G120
sont valables pour les cycles G121 à G124.
Si vous utilisez des cycles SL dans les programmes avec
paramètres Q, vous ne devez pas utiliser les paramètres
Q1 à Q19 comme paramètres de programme.
ú
Profondeur de fraisage Q1 (en incrémental): distance
entre surface de la pièce et fond de la poche.
ú
Facteur de superposition de trajectoire Q2: Q2 x rayon
d‘outil donne la passe latérale k
ú
Surép. latérale finition Q3 (en incrémental):
surépaisseur de finition dans plan d'usinage
ú
Surép. de finition en profondeur Q4 (en incrémental):
surépaisseur de finition pour la profondeur
ú
Coord. surface pièce Q5 (en absolu): coordonnée
absolue de la surface de la pièce
8.7 Cy
cles SL,
gr
oupe II (sauf
TNC
41
0)
A
B
X
Z
Q6
Q7
Q1
Q10
Q5
Kkap8.pm6
28.06.2006, 14:54
201