3 cycles de perçage – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 164
8 Programmation: Cycles
148
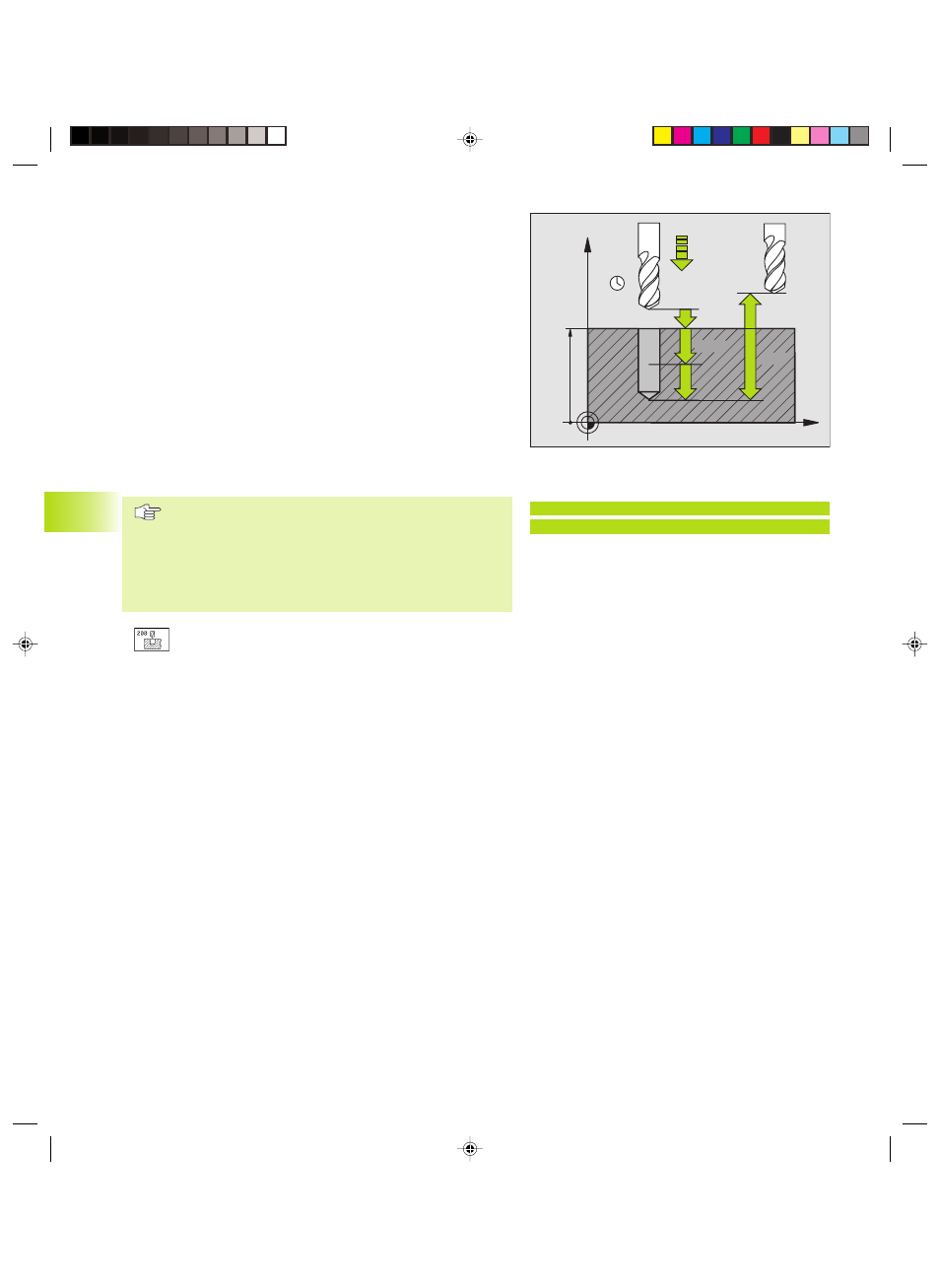
PERCAGE (cycle G200)
1 La TNC positionne l‘outil dans l‘axe de broche en avance rapide, à
la distance d'approche au-dessus de la surface de la pièce
2 Suivant l'avance F programmée, l'outil perce jusqu‘à la première
profondeur de passe
3 La TNC rétrace l‘outil en avance rapide à la distance d'approche,
exécute une temporisation - si celle-ci est programmée - puis le
déplace à nouveau en avance rapide à la distance d'approche au-
dessus de la première profondeur de passe
4 Selon l'avance F programmée, l‘outil perce ensuite une autre
profondeur de passe
5 La TNC répète ce processus (2 à 4) jusqu‘à ce que l‘outil ait atteint
la profondeur de perçage programmée
6 Partant du fond du trou, l‘outil se déplace en avance rapide
jusqu‘à la distance d'approche ou – si celle-ci est introduite –
jusqu‘à la 2ème distance d'approche
Remarques avant que vous ne programmiez
Programmer la séquence de positionnement du point
initial (centre du trou) dans le plan d‘usinage avec
correction de rayon G40.
Le signe du paramètre Profondeur détermine le sens de
l‘usinage.
ú
Distance d'approche Q200 (en incrémental): distance
entre la pointe de l‘outil et la surface de la pièce;
introduire une valeur positive
ú
Profondeur Q201 (en incrémental): distance entre
surface pièce et fond du trou (pointe cônique du foret)
ú
Avance plongée en profondeur Q206: vitesse de
déplacement de l‘outil lors du perçage, en mm/min.
ú
Profondeur de passe Q202 (en incrémental): distance
parcourue par l‘outil en une passe. L'outil se déplace
en une passe à la profondeur lorsque:
■
Prof. de passe égale à la profondeur
■
Prof. de passe supérieure à la profondeur
La profondeur de perçage n‘est pas forcément un
multiple de la profondeur de passe
ú
Temporisation en haut Q210: durée en secondes de
rotation à vide de l‘outil à la distance d'approche après
que la TNC l'ait rétracté du trou pour le débridage.
ú
Coord. surface pièce Q203 (en absolu): coordonnée de
la surface de la pièce
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
8.3 Cycles de perçage
Exemple de séquence CN:
N70 G200 Q200=2 Q201=-20 Q206=150
Q202=5 Q210=0 Q203=+0 Q204=50*
Kkap8.pm6
28.06.2006, 14:54
148