5 cont our nag es – coor données polair es – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 133
117
TNC 410, TNC 426, TNC 430 HEIDENHAIN
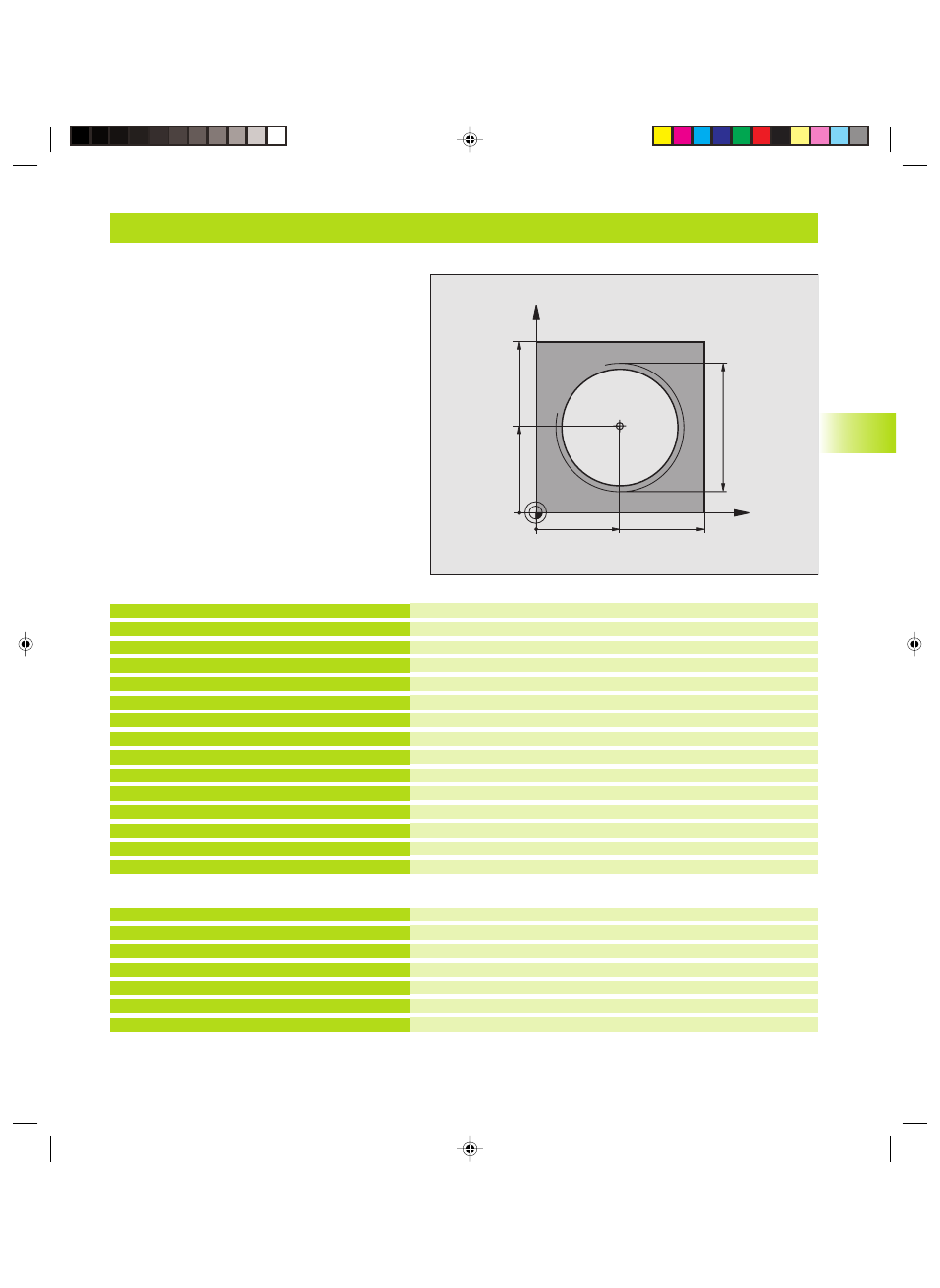
Exemple: Trajectoire hélicoïdale
Définition de la pièce brute
Définition de l'outil
Appel de l'outil
Dégager l‘outil
Pré-positionner l‘outil
Prendre en compte comme pôle la dernière position programmée
Aller à la profondeur d‘usinage
Aborder le premier point du contour
Approche tangentielle
Parcourir la trajectoire hélicoïdale
Sortie tangentielle
Dégager l'outil dans le plan d'usinage, annuler la correction de rayon
Dégager l'outil dans l'axe de broche, fin du programme
Début de la répétition de partie de programme
Introduire pas de vis direct. comme valeur incrém. Z
Nombre de répétitions (rotations)
%HELICE G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+5 *
N40 T1 G17 S1400 *
N50 G00 G40 G90 Z+250 *
N60 X+50 Y+50 *
N70 G29 *
N80 G01 Z-12,75 F1000 M3 *
N90 G11 G41 R+32 H+180 F250 *
N100 G26 R2 *
N110 G13 G91 H+3240 Z+13,5 F200 *
N120 G27 R2 F500 *
N170 G01 G40 G90 X+50 Y+50 F1000 *
N180 G00 Z+250 M2 *
Si vous devez usiner plus de 16 rotations
...N80 G01 Z-12,75 F1000 M3 *
N90 G11 G41 H+180 R+32 F250 *
N100 G26 R2 *
N110 G98 L1 *
N120 G12 G91 H+360 Z+1,5 F200 *
N130 L1,24 *
N999999 %HELICE G71 *
X
Y
50
50
I,J
100
100
M64 x 1,5
6.5 Cont
our
nag
es – Coor
données polair
es
Gkap6.pm6
28.06.2006, 14:54
117