4 cont our nag es – coor données car tésiennes – HEIDENHAIN TNC 426B (280 472) ISO programming Manuel d'utilisation
Page 125
109
TNC 410, TNC 426, TNC 430 HEIDENHAIN
6.4 Cont
our
nag
es – coor
données car
tésiennes
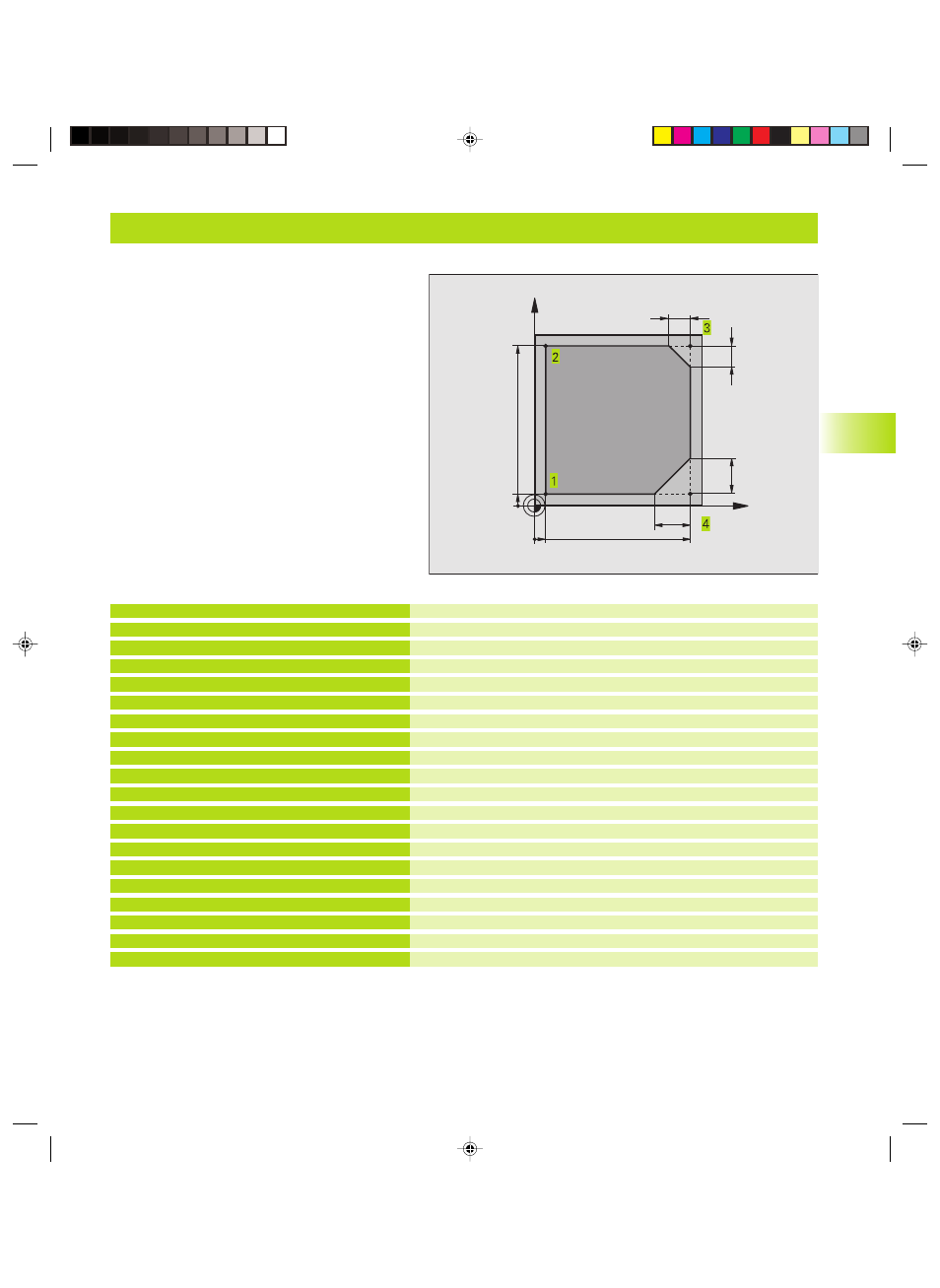
Exemple: Déplacement linéaire et chanfreins en coordonnées cartésiennes
%LINEAIR G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+10 *
N40 T1 G17 S4000 *
N50 G00 G40 G90 Z+250 *
N60 X-10 Y-10 *
N70 G01 Z-5 F1000 M3 *
N80 G01 G41 X+5 Y+5 F300 *
N90 G26 R5 F150 *
N100 Y+95 *
N110 X+95 *
N120 G24 R10 *
N130 Y+5 *
N140 G24 R20 *
N150 X+5 *
N160 G27 R5 F500 *
N170 G40 X-20 Y-20 F1000 *
N180 G00 Z+250 M2 *
N999999 %LINEAIR G71 *
Définition de la pièce brute pour simulation graphique de l‘usinage
Définition d‘outil dans le programme
Appel d‘outil avec axe de broche et vitesse de rotation broche
Dégager l‘outil dans l‘axe de broche en avance rapide
Pré-positionner l‘outil
Aller à la profondeur d‘usinage avec avance F = 1000 mm/min.
Aborder contour au point 1, activer correction rayon G41
Approche tangentielle
Aborder le point 2
Point 3: première droite pour angle 3
Programmer un chanfrein de longueur 10 mm
Point 4: deuxième droite pour angle 3, première droite pour angle 4
Programmer un chanfrein de longueur 20 mm
Aborder le dernier point 1 du contour, deuxième droite pour angle 4
Sortie tangentielle
Dégager l'outil dans le plan d'usinage, annuler la correction de rayon
Dégager l'outil dans l'axe de broche, fin du programme
X
Y
95
5
95
5
10
10
20
20
Gkap6.pm6
28.06.2006, 14:54
109