5 cycles d'usinage ligne-à-ligne – HEIDENHAIN TNC 310 (286 140) Manuel d'utilisation
Page 149
135
TNC 310 HEIDENHAIN
Remarques avant que vous ne programmiez
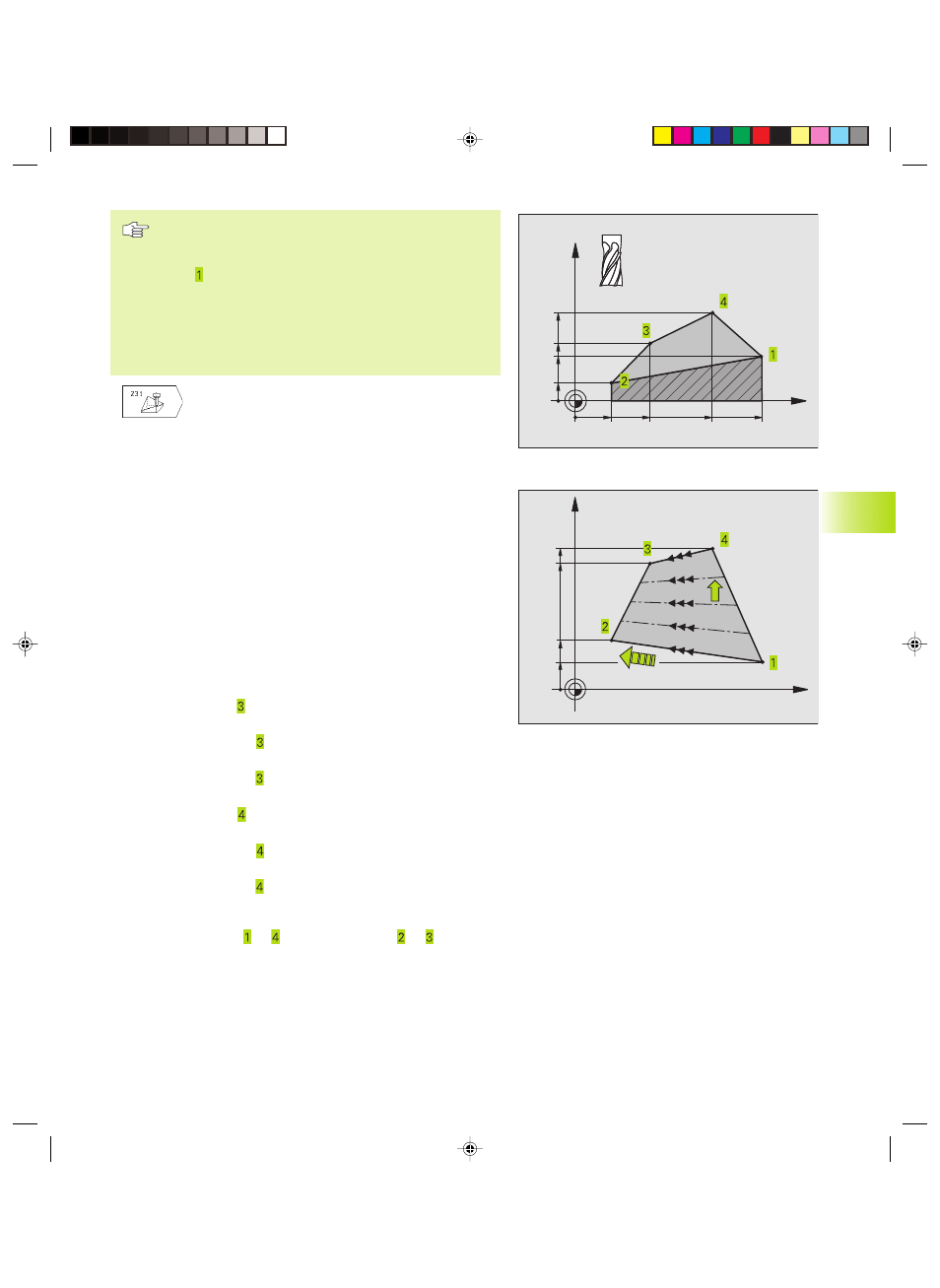
En partant de la position actuelle et en suivant une
trajectoire linéaire 3D, la TNC positionne l‘outil au point
initial . Pré-positionner l‘outil de manière à éviter toute
collision avec la pièce ou les matériels de bridage.
La TNC déplace l‘outil avec correction de rayon R0 entre
les positions programmées
Si nécessaire, utiliser une fraise à denture frontale
(DIN 844).
ú
Point initial 1er axe Q225 (absolu): coordonnée du
point initial de la surface à usiner ligne-à-ligne dans
l‘axe principal du plan d‘usinage
ú
Point initial 2ème axe Q226 (absolu): coordonnée du
point initial de la surface à usiner ligne-à-ligne dans
l‘axe auxiliaire du plan d‘usinage
ú
Point initial 3ème axe Q227 (absolu): coordonnée du
point initial de la surface à usiner ligne-à-ligne dans
l‘axe de broche
ú
2ème point 1er axe Q228 (absolu): coordonnée du
point final de la surface à usiner ligne-à-ligne dans
l‘axe principal du plan d‘usinage
ú
2ème point 2ème axe Q229 (absolu): coordonnée du
point final de la surface à usiner ligne-à-ligne dans
l‘axe auxiliaire du plan d‘usinage
ú
2ème point 3ème axe Q230 (absolu): coordonnée du
point final de la surface à usiner ligne-à-ligne dans
l‘axe de broche
ú
3ème point 1er axe Q231 (absolu): coordonnée du
point dans l'axe principal du plan d'usinage
ú
3ème point 2ème axe Q232 (absolu): coordonnée
du point dans l'axe auxiliaire du plan d'usinage
ú
3ème point 3ème axe Q233 (absolu): coordonnée
du point dans l'axe de broche
ú
4ème point 1er axe Q234 (absolu): coordonnée du
point dans l'axe principal du plan d'usinage
ú
4ème point 2ème axe Q235 (absolu): coordonnée
du point dans l'axe auxiliaire du plan d'usinage
ú
4ème point 3ème axe Q236 (absolu): coordonnée
du point dans l'axe de broche
ú
Nombre de coupes Q240: nombre de lignes sur
lesquelles la TNC doit déplacer l‘outil entre les
points et , ou entre les points et .
ú
Avance fraisage Q207: vitesse de déplacement de
l'outil lors du fraisage de la 1ère ligne en mm/min.;
la TNC calcule l'avance des autres lignes en
fonction de la passe latérale de l'outil (décalage <
rayon d'outil = avance plus élevée, passe latérale
importante = avance plus réduite)
8.5 Cycles d'usinage ligne-à-ligne
X
Y
Q229
Q207
N = Q240
Q226
Q232
Q235
X
Z
Q236
Q233
Q227
Q230
Q228
Q225
Q234
Q231
kkap8.pm6
19.07.2006, 11:30
135