4 cycles d'usinage de motifs de points – HEIDENHAIN TNC 310 (286 140) Manuel d'utilisation
Page 144
Advertising
8 Programmation: Cycles
130
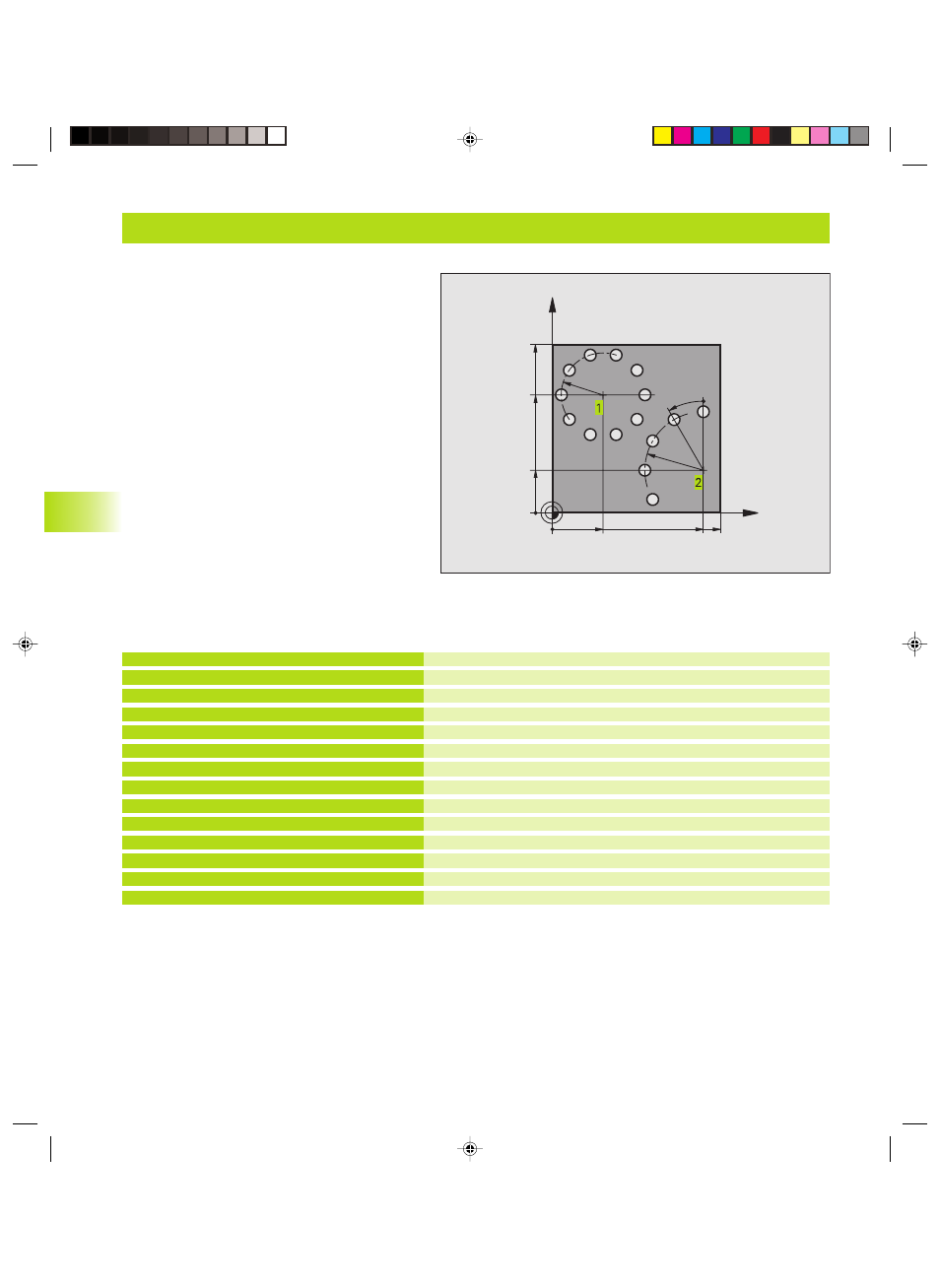
Exemple: Cercles de trous
Définition de la pièce brute
Définition de l'outil
Appel de l'outil
Dégager l‘outil
Définition du cycle Perçage
Distance d'approche
Profondeur
Avance de perçage
Profondeur de passe
Temporisation en haut
Coordonnée surface
Saut de bride
0 BEGIN PGM 3589M
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+3
4 TOOL CALL 1 Z S3500
5 L Z+250 R0 F MAX M3
6 CYCL DEF 200 PERCAGE
Q200=2
;DISTANCE D'APPROCHE
Q201=-15
;PROFONDEUR
Q206=250
;AVANCE PLONGEE PROF.
Q202=4
;PROFONDEUR DE PASSE
Q210=0
;TEMPORISATION
Q203=+0
;COORD. SURFACE PIECE
Q204=0
;SAUT DE BRIDE
8.4 Cycles d'usinage de motifs de points
X
Y
30
70
100
100
R25
R35
30°
90
25
kkap8.pm6
19.07.2006, 11:30
130
Advertising
Ce manuel est liée aux produits suivants: