Sélection du point d'origine, 1 pr incipes de base – HEIDENHAIN TNC 640 (34059x-01) ISO programming Manuel d'utilisation
Page 82
82
Programmation: principes de base, gestionnaire de fichiers
3.1 Pr
incipes de base
Sélection du point d'origine
Un point caractéristique servant de point d'origine absolue (point zéro),
en général un coin de la pièce, est indiqué sur le plan de la pièce. Pour
initialiser le point d'origine, vous alignez d’abord la pièce sur les axes
de la machine, puis sur chaque axe, vous amenez l’outil à une position
donnée par rapport à la pièce. Dans cette position, initialisez
l’affichage de la TNC soit à zéro, soit à une valeur de position connue.
La relation de la position de la pièce avec le système de référence est
ainsi créée. Celle-ci est valable pour l'affichage de la TNC et le
programme d'usinage.
Quand il y a des points d'origine relatifs sur un plan, utilisez
simplement les cycles de conversion de coordonnées (voir le manuel
d'utilisation des cycles, conversion de coordonnées).
Quand la cotation du plan de la pièce n’est pas orientée CN, choisissez
comme point d'origine une position ou un coin qui servira à déterminer
le plus facilement possible les autres positions de la pièce.
L'initialisation des points d'origine à l'aide d'un palpeur 3D
HEIDENHAIN est particulièrement facile. Voir Manuel d'utilisation des
cycles palpeurs „Initialisation du point d'origine avec les palpeurs 3D“.
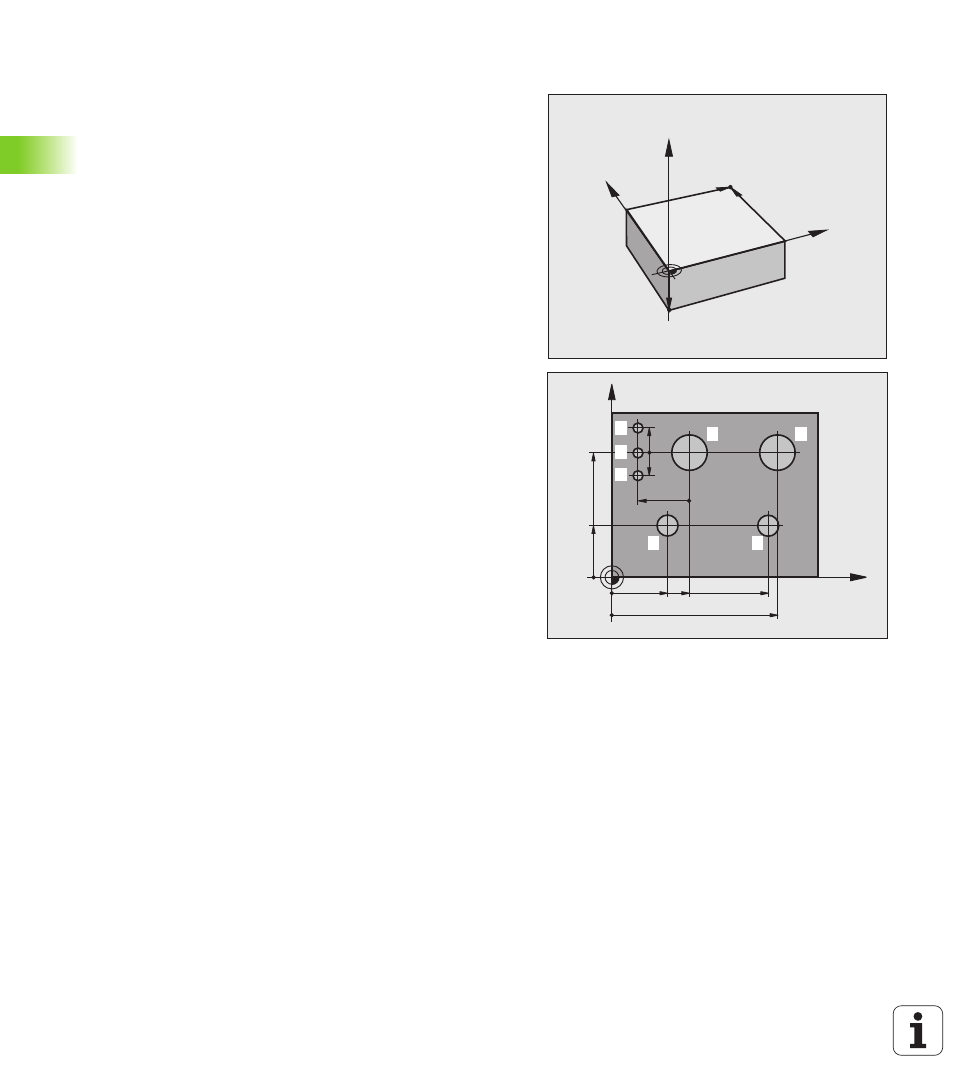
Exemple
La dessin de la pièce montre des trous (
1
à
4
) dont les cotes se
réfèrent à un point d'origine absolu de coordonnées X=0 Y=0. Les
trous (
5
à
7
) se réfèrent à un point d'origine relatif de coordonnées
absolues X=450 Y=750. A l'aide du cycle DECALAGE DU POINT ZERO,
vous pouvez décaler provisoirement le point zéro à la position X=450,
Y=750 pour pouvoir programmer les trous (
5
à
7
) sans avoir à faire
d'autres calculs.
Y
X
Z
MAX
MIN
X
Y
325
320
0
450
900
950
150
-150
750
0
30
0±
0,
1
2
1
3
4
7
6
5