Programmer les coordonnées machine: m91/m92 – HEIDENHAIN TNC 640 (34059x-01) ISO programming Manuel d'utilisation
Page 298
298
Programmation: fonctions auxiliaires
9.3 F
onctions auxiliair
es en r
a
ppor
t a
v
ec les coor
données
9.3 Fonctions auxiliaires en rapport
avec les coordonnées
Programmer les coordonnées machine:
M91/M92
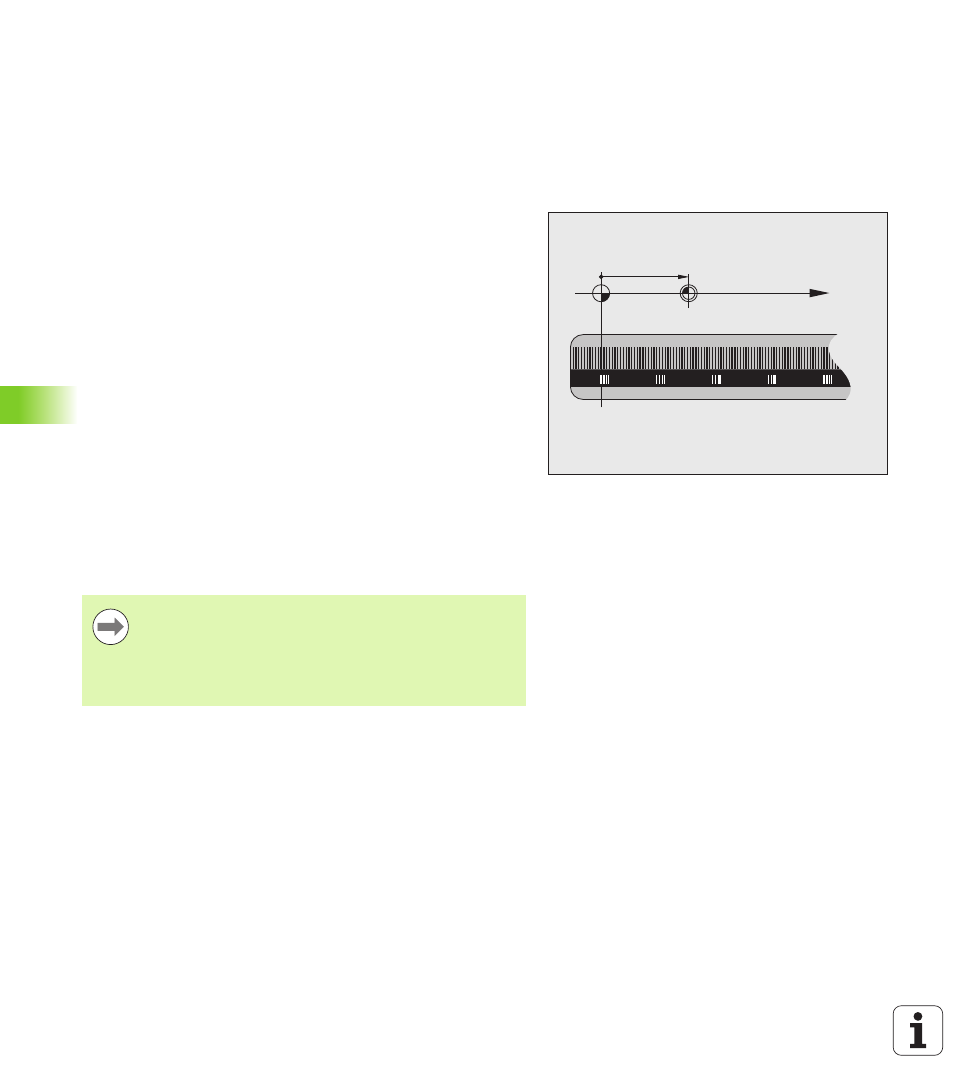
Point zéro règle
Sur la règle de mesure, une marque de référence définit la position du
point zéro de la règle.
Point zéro machine
Vous avez besoin du point zéro machine pour
activer les limitations de la zone de déplacement (fins de course
logiciel)
aborder les positions machine (p. ex. position de changement
d’outil)
initialiser un point d'origine pièce
Pour chaque axe, le constructeur de la machine introduit dans un
paramètre-machine la distance entre le point zéro machine et le point
zéro règle.
Comportement standard
Les coordonnées se réfèrent au point d'origine pièce, voir
„Initialisation du point d'origine sans palpeur 3D”, page 379.
Comportement avec M91 – Point zéro machine
Dans les séquences de positionnement, si les coordonnées doivent se
référer au point zéro machine, introduisez M91 dans ces séquences.
La TNC affiche les valeurs de coordonnées se référant au point zéro
machine. Dans l'affichage d'état, commutez l'affichage des
coordonnées sur REF, voir „Affichages d'état”, page 63.
X (Z,Y)
X
MP
Si vous programmez des coordonnées incrémentales
dans une séquence M91, celles-ci se réfèrent à la dernière
position M91 programmée. Si aucune position M91 n'a
été programmée dans le programme CN actif, les
coordonnées se réfèrent alors à la position d'outil
courante.