Reprise du programme au choix (amorce de séquence), 5 exécution de pr ogr amme – HEIDENHAIN TNC 640 (34059x-01) ISO programming Manuel d'utilisation
Page 438
438
Test de programme et Exécution de programme
15.5 Exécution de pr
ogr
amme
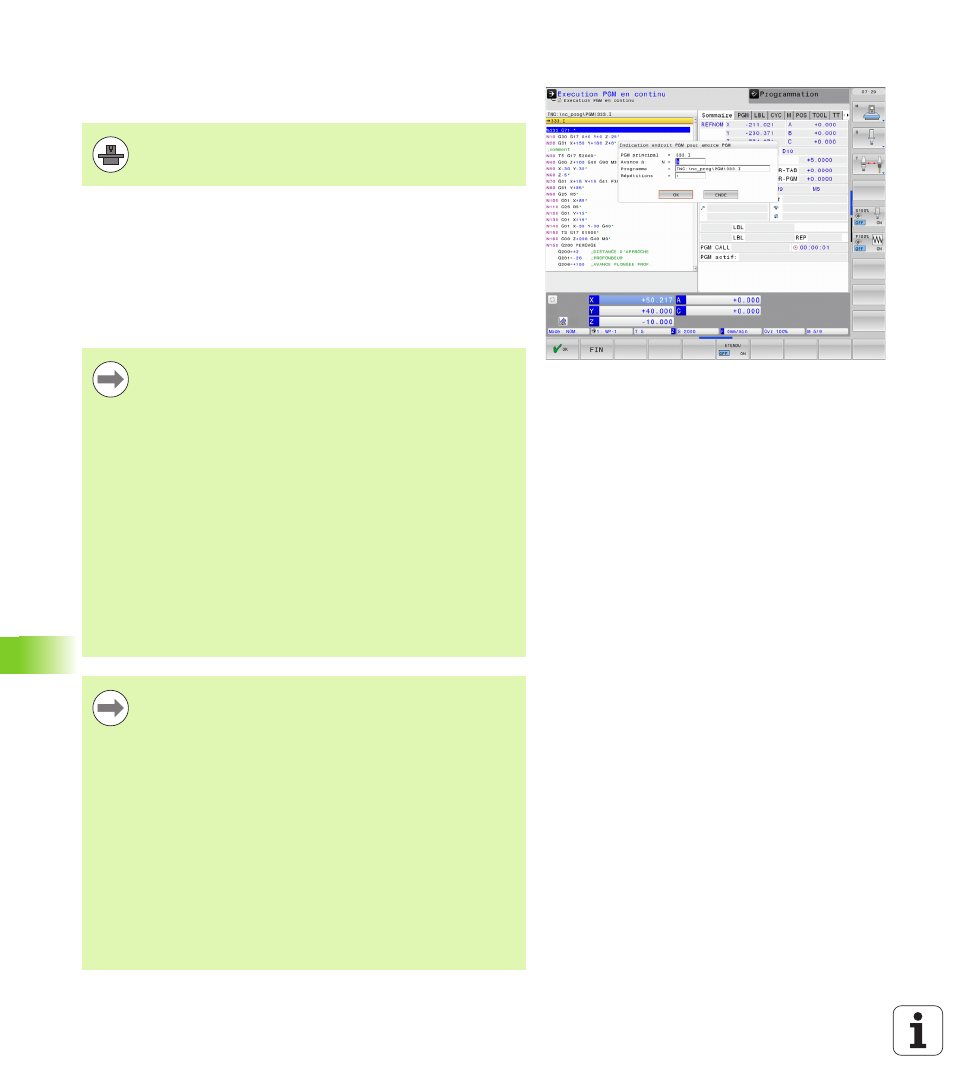
Reprise du programme au choix (amorce de
séquence)
Avec la fonction AMORCE A SEQUENCE N, (amorce de séquence),
vous pouvez démarrer un programme d'usinage à n'importe quelle
séquence N. Dans ses calculs, la TNC tient compte de l'usinage de la
pièce déjà réalisé jusqu'à cette séquence. L'usinage peut être
représenté graphiquement.
Si vous avez interrompu un programme avec un STOP INTERNE, la
TNC propose automatiquement la séquence N à laquelle l'interruption
a eu lieu.
La fonction AMORCE A SEQUENCE N doit être intégrée
et validée par le constructeur de la machine. Consultez le
manuel de votre machine.
L’amorce de séquence ne doit pas démarrer dans un sous-
programme.
Tous les programmes, tableaux et fichiers de palettes dont
vous avez besoin doivent être sélectionnés dans un mode
Exécution de programme (état M).
Si le programme contient une interruption programmée
jusqu'à la fin de l'amorce de séquence, celle-ci sera
interrompue à cet endroit. Pour poursuivre l'amorce de
séquence, appuyez sur la touche STARTexterne.
Après une amorce de séquence, vous devez déplacer
l'outil à l'aide de la fonction ABORDER POSITION jusqu'à
la position calculée.
La correction de la longueur d'outil n'est activée qu'avec
l'appel d'outil et une séquence de positionnement
suivante. Cela est également valable si vous n'avez
modifié que la longueur d'outil.
Dans le cas d'une amorce de séquence, la TNC saute tous
les cycles palpeurs. Les paramètres qui résultent de la
définition de ces cycles ne contiennent éventuellement
aucune valeur.
Après un changement d'outil dans le programme
d'usinage, vous ne devez pas utiliser l'amorce de
séquence si:
vous démarrez le programme à une séquence FK
le filtre stretch est actif
vous utilisez l'usinage de palettes
vous démarrez le programme à un cycle de taraudage
(cycles 17, 18, 19, 206, 207 et 209) ou à la séquence de
programme suivante
vous utilisez les cycles palpeurs 0, 1 ou 3 avant de lancer
le programme