HEIDENHAIN TNC 640 (34059x-01) ISO programming Manuel d'utilisation
Page 340
340
Programmation: usinage multiaxes
1
1
.2 La f
onction PLANE: Inclinaison du plan d'usinag
e (option de logiciel 1)
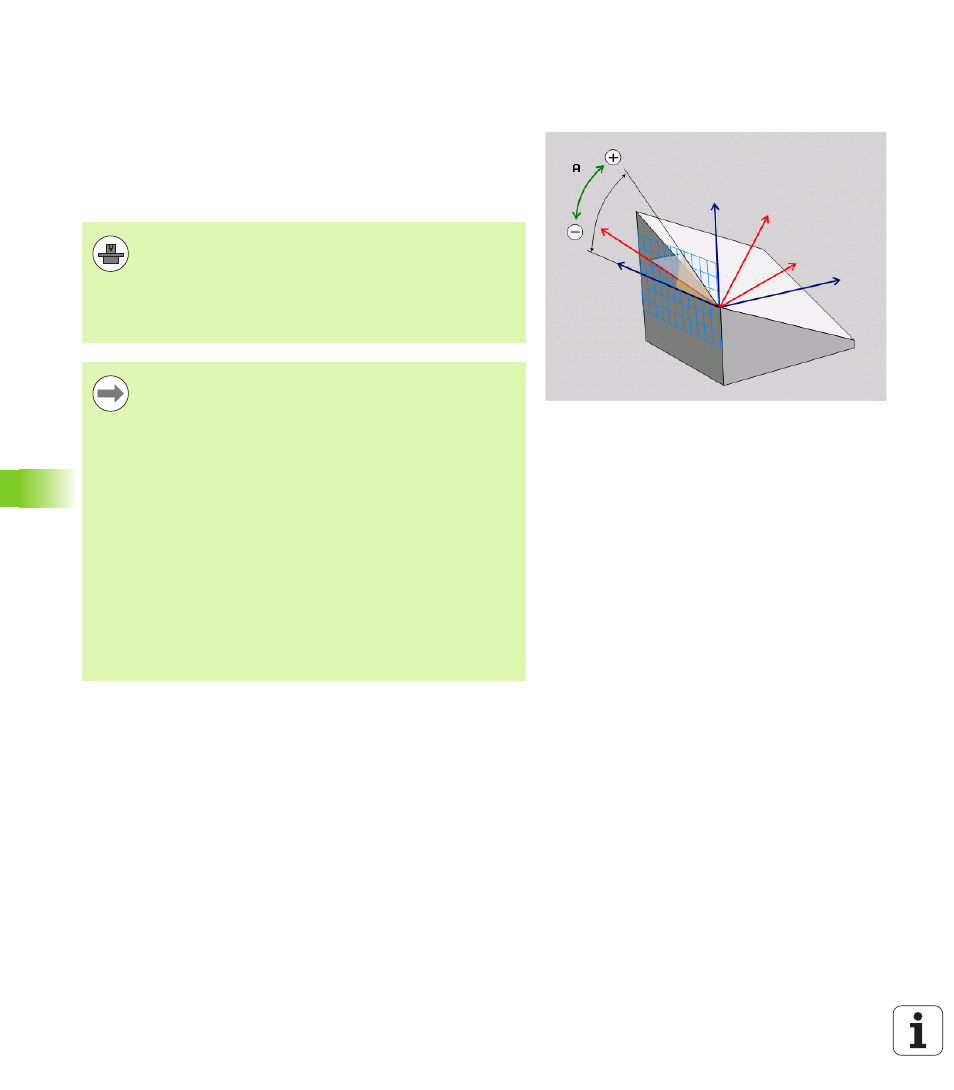
Plan d'usinage défini avec angles d'axes:
PLANE AXIAL (fonction FCL 3)
Application
La fonction PLANE AXIAL définit à la fois la position du plan d’usinage
et les coordonnées nominales des axes rotatifs. Cette fonction est
facile à mettre en œuvre, notamment sur les machines avec
cinématiques orthogonales et avec cinématiques avec un seul axe
rotatif actif.
Vous pouvez aussi utiliser la fonction PLANE AXIAL si un
seul axe rotatif est actif sur votre machine.
Vous pouvez utiliser la fonction PLANE RELATIV après la
fonction PLANE AXIAL si votre machine autorise des
définitions d'angles dans l'espace. Consultez le manuel de
votre machine.
Remarques avant de programmer
N'introduire que des angles d'axes réellement présents
sur votre machine; sinon la TNC délivre un message
d'erreur.
Les coordonnées d’axes rotatifs définies avec PLANE
AXIAL
sont modales. Les définitions multiples se cumulent
donc, l'introduction de valeurs incrémentales est
autorisée.
Pour annuler la fonction PLANE AXIAL, utiliser la fonction
PLANE RESET
. Une annulation en introduisant 0 ne
désactive pas PLANE AXIAL.
Les fonctions SEQ, TABLE ROT et COORD ROT sont inactives
avec PLANE AXIAL.
Description des paramètres pour le comportement du
positionnement: voir „Définir le comportement de
positionnement de la fonction PLANE”, page 342