Application – HEIDENHAIN TNC 640 (34059x-01) ISO programming Manuel d'utilisation
Page 361
HEIDENHAIN TNC 640
361
1
1
.6 F
raisag
e
en r
oulant: cor
rection de r
a
y
on 3D a
v
ec TCPM et cor
rection de
ra
y
o
n (G41/G42)
11.6 Fraisage en roulant: correction
de rayon 3D avec TCPM et
correction de rayon (G41/G42)
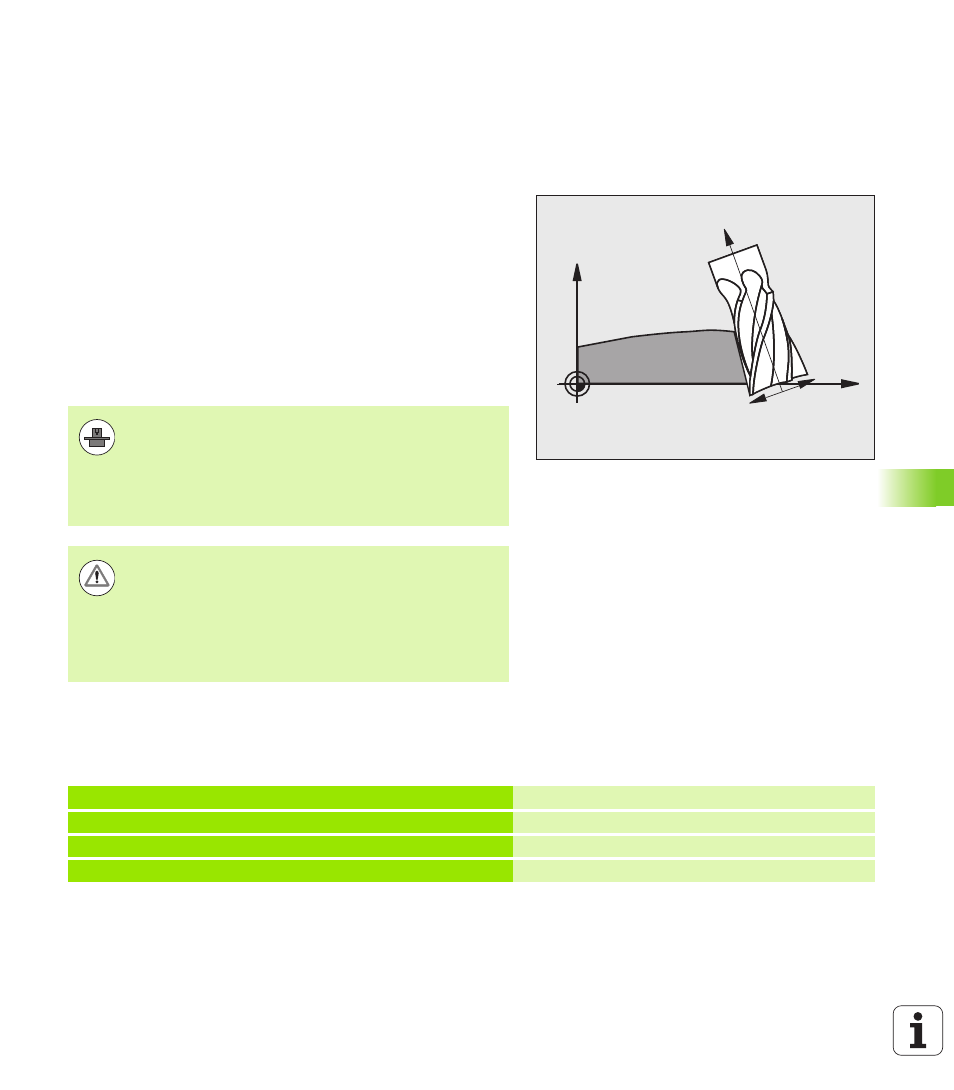
Application
Lors du fraisage en roulant, la TNC décale l'outil de la somme des
valeurs Delta DR (tableau d'outils et séquence T), cela
perpendiculairement au sens du déplacement et perpendiculairement
au sens de l'outil. Le sens de correction est à définir avec la correction
de rayon G41/G42 (voir fig. en haut à droite, sens du déplacement Y+).
Pour que la TNC puisse atteindre l'orientation donnée, vous devez
activer la fonction M128 (voir „Conserver la position de la pointe de
l'outil lors du positionnement des axes inclinés (TCPM*): M128
(option -logiciel 2)” à la page 352) et activer ensuite la correction de
rayon d'outil. La TNC positionne automatiquement les axes rotatifs de
la machine de manière à ce que l'outil puisse atteindre l'orientation
d'outil programmée avec la correction courante.
Vous pouvez définir l'orientation d'outil dans une séquence G01 de la
manière suivante.
Exemple: définition de l'orientation d'outil avec M128 et
coordonnées des axes rotatifs
X
Z
RL
RR
La TNC ne peut pas positionner automatiquement les
axes rotatifs sur toutes les machines. Consultez le manuel
de votre machine.
Notez que la TNC applique une correction en fonction des
valeurs Delta définies. Un rayon d'outil R défini dans le
tableau d’outils n'a aucune influence sur la correction.
Attention, risque de collision!
Sur les machines dont les axes rotatifs n'autorisent
qu'une plage de déplacement limitée et lors du
positionnement automatique, des déplacements peuvent
nécessiter, par exemple, une rotation de la table à 180°.
Faites attention aux risques de collision de la tête avec la
pièce ou avec les éléments de serrage.
N10 G00 G90 X-20 Y+0 Z+0 B+0 C+0 *
Prépositionnement
N20 M128 *
Activer M128
N30 G01 G42 X+0 Y+0 Z+0 B+0 C+0 F1000 *
Activer la correction de rayon
N40 X+50 Y+0 Z+0 B-30 C+0 *
Positionner les axes rotatifs (orientation d'outil)