2 principes de base des fonctions de contournage, Programmer un déplacement d’outil pour un usinage – HEIDENHAIN TNC 640 (34059x-01) ISO programming Manuel d'utilisation
Page 179
HEIDENHAIN TNC 640
179
6.2 Pr
incipes de base des f
onctions de cont
our
nag
e
6.2 Principes de base des fonctions
de contournage
Programmer un déplacement d’outil pour un
usinage
Quand vous créez un programme d'usinage, vous programmez
successivement les fonctions de contournage de chaque élément du
contour de la pièce. Pour cela, vous introduisez habituellement les
coordonnées des points d'arrivée des éléments du contour
figurant sur le plan. Avec les coordonnées, les données d'outils et la
correction de rayon, la TNC calcule la trajectoire réelle de l'outil.
La TNC déplace simultanément tous les axes de la machine que vous
avez programmés dans la séquence de contournage.
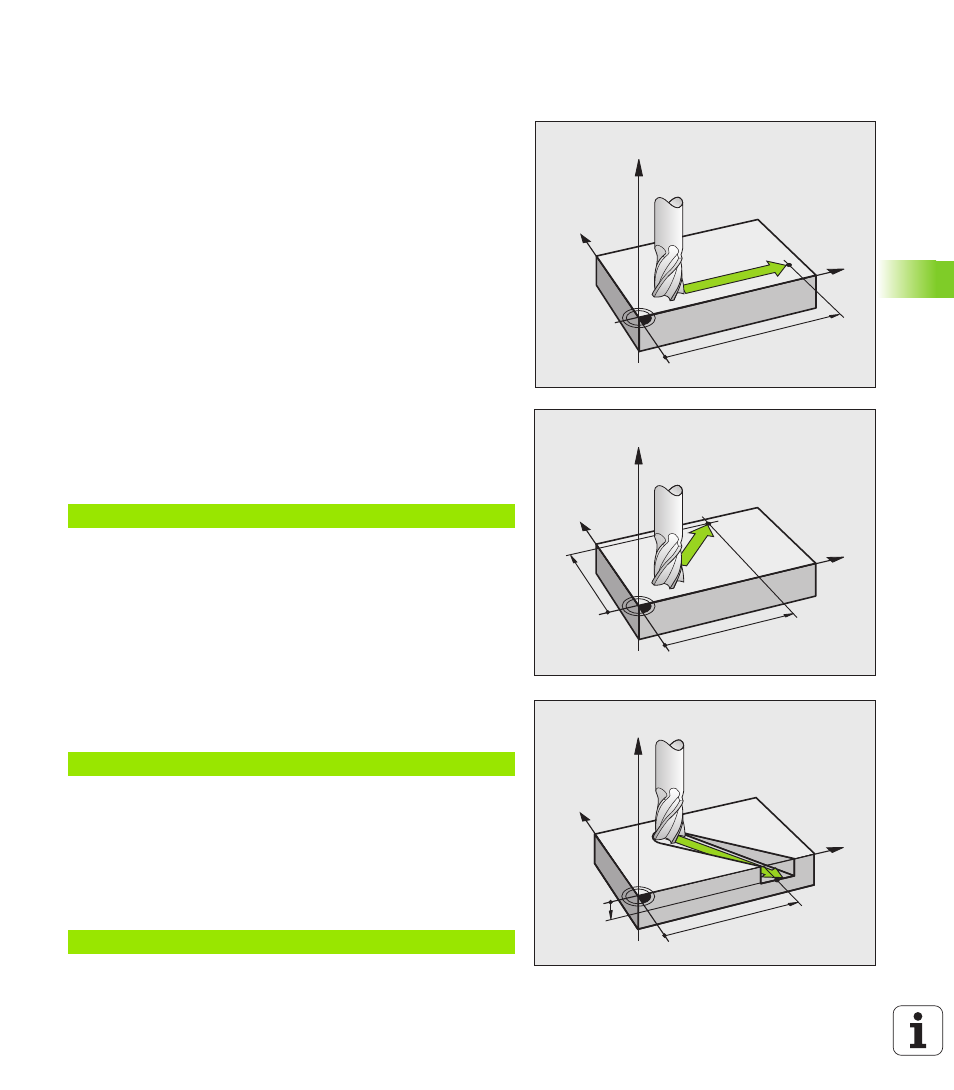
Déplacements parallèles aux axes de la machine
La séquence de programme contient une seule coordonnée: la TNC
déplace l’outil parallèlement à l’axe machine programmé.
En fonction de la conception de la machine, et lors de l'usinage, c'est
soit l'outil qui se déplace ou la table de la machine sur laquelle est fixée
la pièce. Partez toujours du principe que c'est l'outil qui se déplace lors
de la programmation d'un contournage.
Exemple:
L’outil conserve les coordonnées Y et Z et se déplace à la position
X=100. voir figure.
Déplacements dans les plans principaux
La séquence de programme contient deux indications de
coordonnées: la TNC déplace l'outil dans le plan programmé.
Exemple:
L’outil garde la coordonnée Z et se déplace dans le plan XY à la
position X=70, Y=50. voir figure
Déplacement tridimensionnel
La séquence de programme contient 3 coordonnées: la TNC
positionne l'outil dans l'espace jusqu'à la position programmée.
Exemple:
X
Y
Z
100
N50 G00 X+100 *
N50
Numéro de séquence
G00
Fonction de contournage „Droite en rapide“
X+100
Coordonnées du point final
X
Y
Z
70
50
N50 G00 X+70 Y+50 *
X
Y
Z
80
-10
N50 G01 X+80 Y+0 Z-10 *