Arrondi d'angle g25, 4 cont our nag e s - coor données car tésiennes – HEIDENHAIN TNC 640 (34059x-01) ISO programming Manuel d'utilisation
Page 189
HEIDENHAIN TNC 640
189
6.4 Cont
our
nag
e
s - Coor
données car
tésiennes
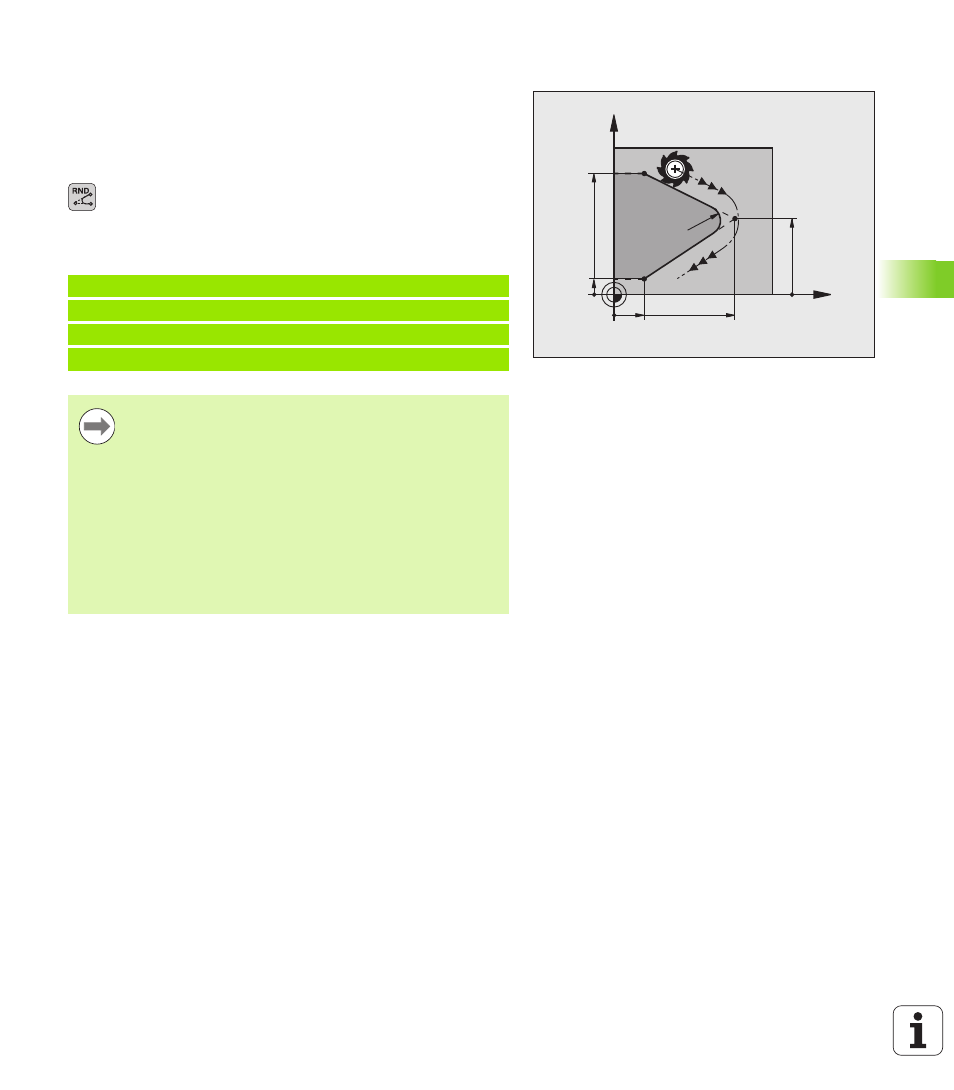
Arrondi d'angle G25
La fonction G25 permet d'arrondir les angles d'un contour.
L’outil se déplace sur une trajectoire circulaire tangente à la fois à
l’élément de contour précédent et à l’élément de contour suivant.
Le cercle d’arrondi doit pouvoir être exécuté avec l’outil courant.
U
Rayon d'arrondi
: rayon de l'arc de cercle, si
nécessaire:
U
Avance F
(n'agit que dans la séquence G25)
Exemple de séquences CN
X
Y
40
40
R5
5
10
25
5 L X+10 Y+40 RL F300 M3
6 L X+40 Y+25
7 RND R5 F100
8 L X+10 Y+5
L'élément de contour précédent et le suivant doivent
avoir les deux coordonnées du plan dans lequel doit être
exécuté l'arrondi d'angle. Si vous usinez le contour sans
correction de rayon, vous devez programmer les deux
coordonnées du plan d'usinage.
Le point d'intersection ne fait pas partie du contour.
Une avance programmée dans la séquence G25 n'agit que
dans la séquence G25. Ensuite, l'avance programmée
avant la séquence G25 redevient active.
Une séquence RND peut être également utilisée pour une
approche douce du contour.