2 données d'outils, Conditions requises pour la correction d'outil, Numéro d'outil, nom d'outil – HEIDENHAIN TNC 640 (34059x-01) ISO programming Manuel d'utilisation
Page 147: Longueur d'outil l, Rayon d'outil r
HEIDENHAIN TNC 640
147
5.2 Données d'outils
5.2 Données d'outils
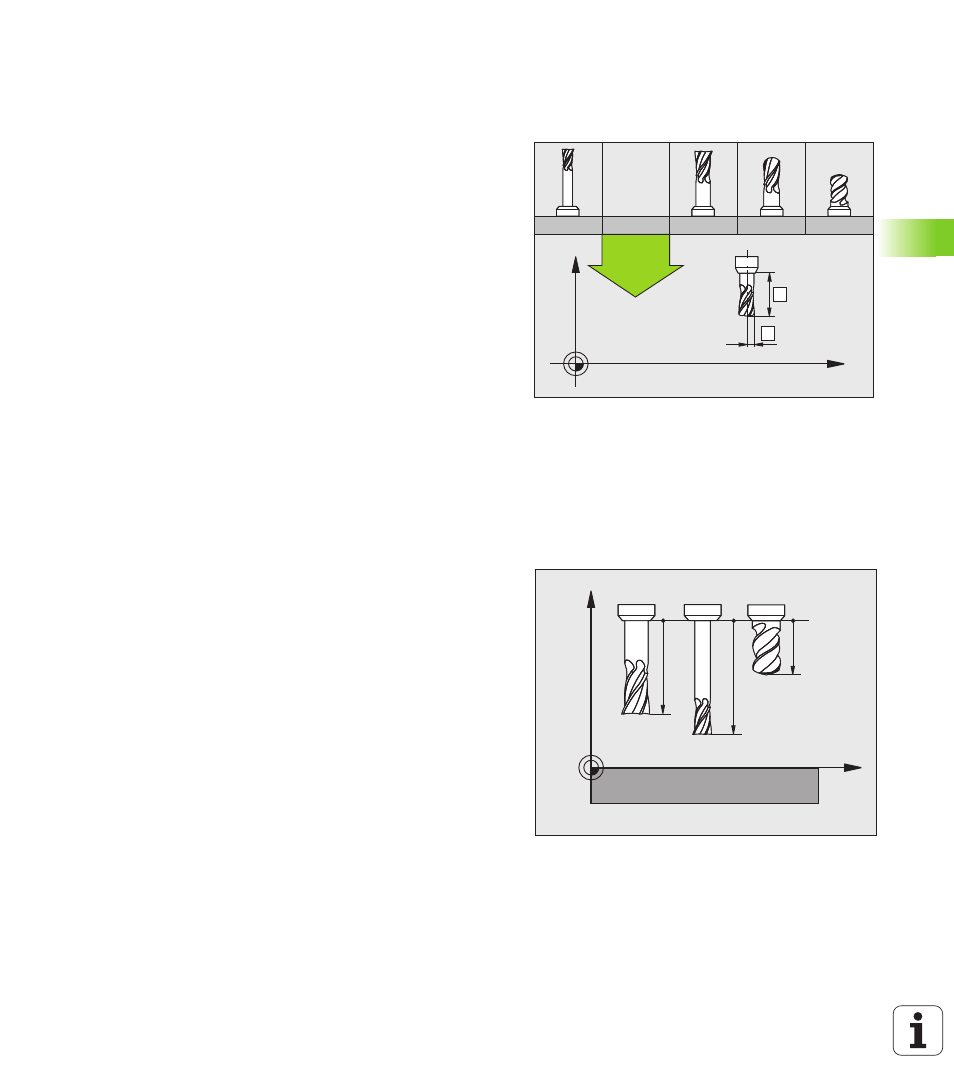
Conditions requises pour la correction d'outil
Habituellement, vous programmez les coordonnées des opérations de
contournage en utilisant les cotes du plan de la pièce. Pour que la TNC
calcule la trajectoire du centre de l'outil et soit en mesure d'exécuter
une correction d'outil, vous devez introduire la longueur et le rayon de
chaque outil utilisé.
Vous pouvez introduire les données d'outils soit directement dans le
programme avec la fonction G99, soit séparément dans les tableaux
d'outils. Si vous introduisez les données d'outils dans les tableaux,
vous disposez d'autres informations sur les outils. Lors de l'exécution
du programme d'usinage, la TNC tient compte de toutes les
informations programmées.
Numéro d'outil, nom d'outil
Chaque outil est identifié avec un numéro compris entre 0 et 32767.
Si vous travaillez avec les tableaux d’outils, vous pouvez en plus
donner des noms aux outils. Les noms d'outils peuvent avoir jusqu’à
16 caractères.
L’outil numéro 0 est défini comme outil zéro. Il a pour longueur L=0 et
pour rayon R=0. Dans le tableau d'outils, vous devez également définir
l'outil T0 avec L=0 et R=0.
Longueur d'outil L
Par principe, introduisez systématiquement la longueur d'outil L en
donnée absolue par rapport au point de référence de l'outil. Pour de
nombreuses fonctions avec un usinage multiaxes, la TNC doit
disposer impérativement de la longueur totale de l'outil.
Rayon d'outil R
Introduisez directement le rayon d’outil R.
Z
X
1
18
13
12
8
R
L
8
Z
X
L3
L2
L1