Mode opératoire du cycle – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuel d'utilisation
Page 432
432
Cycles palpeurs : contrôle automatique des pièces
16.7 MESURE INTERIEUR RECT
ANGLE (cy
c
le 423, DIN/ISO:
G423)
16.7 MESURE INTERIEUR
RECTANGLE (cycle 423,
DIN/ISO: G423)
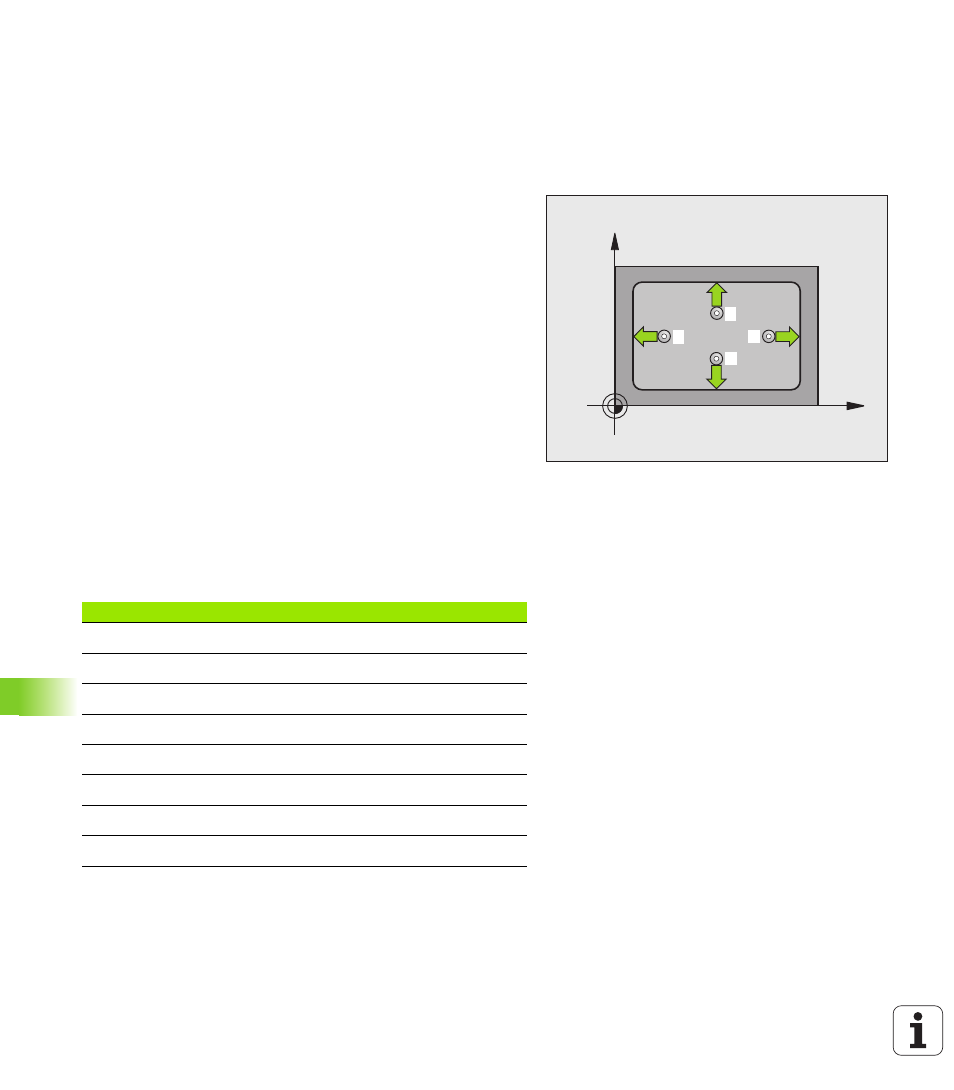
Mode opératoire du cycle
Le cycle palpeur 423 détermine le centre, la longueur et la largeur
d'une poche rectangulaire. Si vous définissez les tolérances
correspondantes dans le cycle, la TNC compare les valeurs effectives
aux valeurs nominales et mémorise les écarts dans les paramètres-
système.
1
La TNC positionne le palpeur en avance rapide (valeur dans
PM6150) et, selon la logique de positionnement, (voir „Exécuter
les cycles palpeurs” à la page 334)au point de palpage
1
. La TNC
calcule les points de palpage à partir des données du cycle et de la
distance d'approche programmée dans PM6140
2
Le palpeur se déplace ensuite à la hauteur de mesure programmée
et exécute la première opération de palpage avec l'avance de
palpage (MP6120)
3
Puis, le palpeur se déplace soit en paraxial à la hauteur de mesure,
soit avec une interpolation linéaire à la hauteur de sécurité au point
de palpage suivant
2
et exécute la deuxième opération de palpage
à cette position
4
La TNC positionne le palpeur au point de palpage
3
puis au point
de palpage
4
, et y exécute la troisième ou la quatrième opération
de palpage
5
Abschließend positioniert die TNC das Tastsystem zurück auf die
Sichere Hhe und speichert die Istwerte und die Abweichungen in
folgenden Q-Parametern:
X
Y
1
2
3
4
Numéro paramètre
Signification
Q151
Valeur effective centre, axe principal
Q152
Valeur effective centre, axe secondaire
Q154
Valeur effective côté axe principal
Q155
Valeur effective côté axe secondaire
Q161
Ecart centre axe principal
Q162
Ecart centre axe secondaire
Q164
Ecart côté axe principal
Q165
Ecart côté axe secondaire