HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuel d'utilisation
Page 408
408
Cycles palpeurs : initialisation automatique des points d'origine
15.13 PT DE REF SUR UN AXE (cy
c
le
41
9, DIN/ISO:
G41
9
)
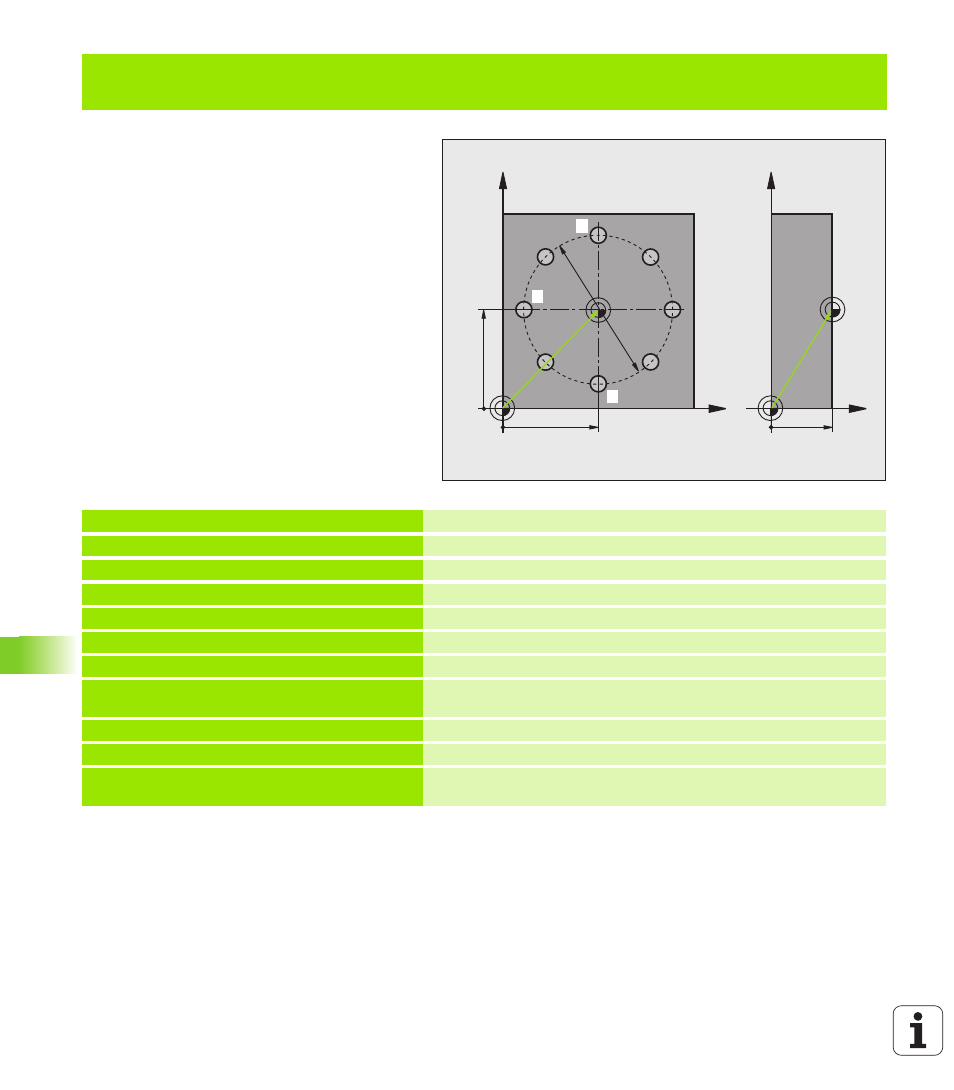
Exemple : initialiser le point d'origine sur la face supérieure de la pièce et au centre du
cercle de trous
Le centre du cercle de trous mesuré doit être
mémorisé dans un tableau Preset pour une
utilisation ultérieure.
0 BEGIN PGM CYC416 MM
1 TOOL CALL 69 Z
Appeler l'outil 0 pour définir l'axe du palpeur
2 TCH PROBE 417 PT REF. DANS AXE TS
Définition cycle pour initialiser le point d'origine dans l'axe du palpeur
Q263=+7.5 ;1ER POINT 1ER AXE
Point de palpage : coordonnée X
Q264=+7,5 ;1ER POINT 2ÈME AXE
Point de palpage : coordonnée Y
Q294=+25
;1ER POINT 3ÈME AXE
Point de palpage : coordonnée Z
Q320=0
;DISTANCE D'APPROCHE
Distance d'approche en sus de PM6140
Q260=+50
;HAUTEUR DE SÉCURITÉ
Hauteur à laquelle l'axe du palpeur peut se déplacer sans risque de
collision
Q305=1
;NR. DANS TABLEAU
Mémoriser la coordonnée Z sur la ligne 1
Q333=+0
;POINT DE RÉFÉRENCE
Initialiser l'axe palpeur à 0
Q303=+1
;TRANS. VAL. MESURE
Mémoriser le point d'origine calculé par rapport au système de
coordonnées machine (système REF) dans le tableau PRESET.PR.
X
Y
35
35
50
Z
Y
20
1
2
3