2 plan de reference (cycle 0, din/iso: g55), Mode opératoire du cycle, Attention lors de la programmation – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuel d'utilisation
Page 418: Paramètres du cycle
418
Cycles palpeurs : contrôle automatique des pièces
16.2 PLAN DE REFERENCE (cy
c
le 0, DIN/ISO:
G55)
16.2 PLAN DE REFERENCE (cycle 0,
DIN/ISO: G55)
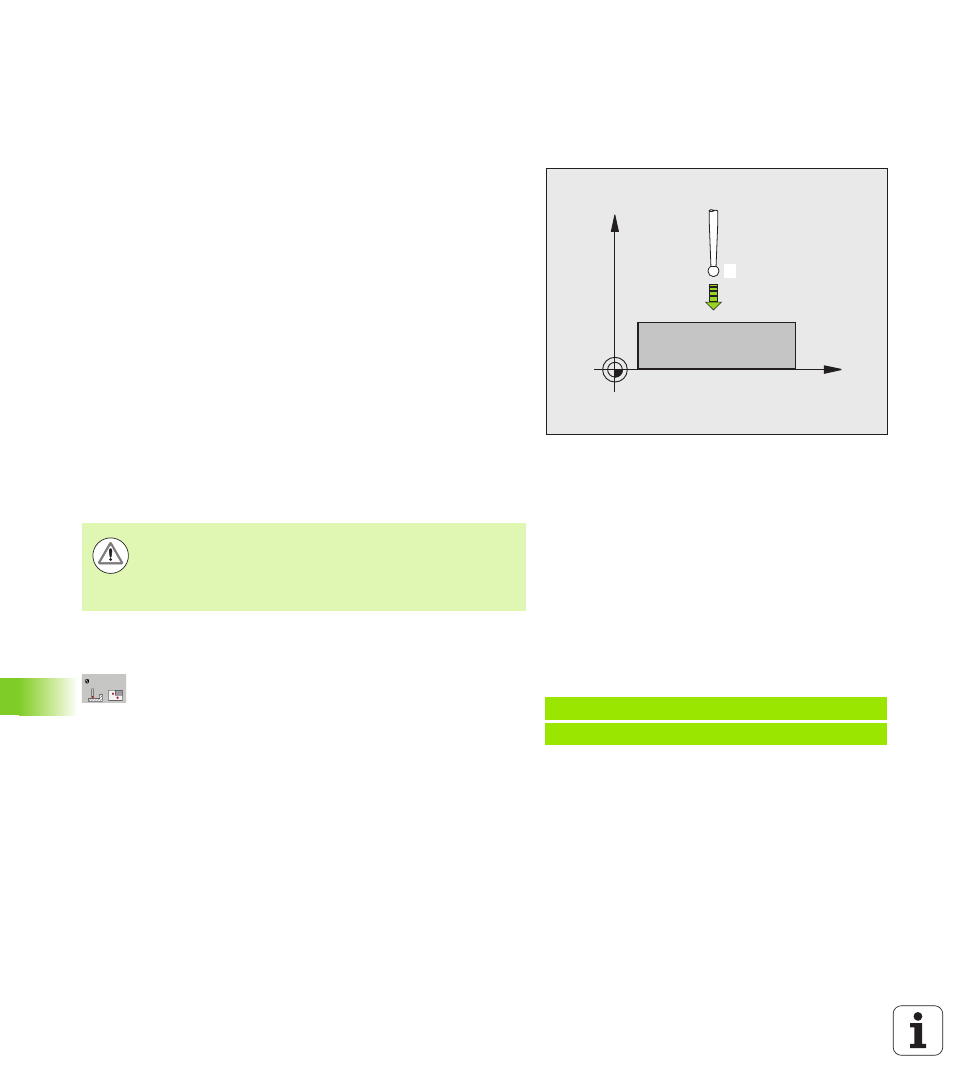
Mode opératoire du cycle
1
En suivant une trajectoire 3D, le palpeur accoste en avance rapide
(valeur de MP6150) la position
1
programmée dans le cycle pour le
pré-positionnement
2
Le palpeur exécute ensuite l'opération de palpage avec l'avance de
palpage (PM6120). Le sens du palpage est à définir dans le cycle
3
Lorsque la TNC a enregistré la position, elle dégage le palpeur au
point initial de l'opération de palpage et mémorise la coordonnée
mesurée dans un paramètre Q. D'autre part, la TNC mémorise
dans les paramètres Q115 à Q119 les coordonnées de la position
où se trouve le palpeur au moment du signal de commutation. La
TNC ne tient pas compte de la longueur et du rayon de la tige de
palpagedans les valeurs de ces paramètres.
Attention lors de la programmation!
Paramètres du cycle
No. paramètre pour résultat
: introduire le numéro
du paramètre Q auquel doit être affectée la valeur de
coordonnée. Plage d'introduction 0 à 1999
Axe de palpage/sens de palpage
: introduire l'axe de
palpage avec la touche de sélection d'axe ou à partir
du clavier ASCII, ainsi que le signe du sens du
déplacement. Valider avec la touche ENT. Plage
d'introduction de tous les axes CN
Position à atteindre
: introduire toutes les
coordonnées de pré-positionnement du palpeur à
l'aide des touches de sélection des axes ou à partir du
clavier ASCII. Plage d'introduction -99999,9999 à
99999,9999
Terminer l'introduction : appuyer sur la touche ENT
X
Z
1
Attention, risque de collision!
Prépositionner le palpeur de manière à éviter toute
collision lors du déplacement à la pré-position
programmée.
Exemple : Séquences CN
67 TCH PROBE 0.0 PLAN DE RÉFÉRENCE Q5 X-
68 TCH PROBE 0.1 X+5 Y+0 Z-5