3 usinage ligne a ligne (cycle 230, din/iso: g230), Déroulement du cycle, Attention lors de la programmation – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuel d'utilisation
Page 263
HEIDENHAIN iTNC 530
263
1
0
.3 USINA
GE LIGNE A LIGNE
(cy
c
le 230, DIN/ISO:
G230)
10.3 USINAGE LIGNE A LIGNE
(cycle 230, DIN/ISO: G230)
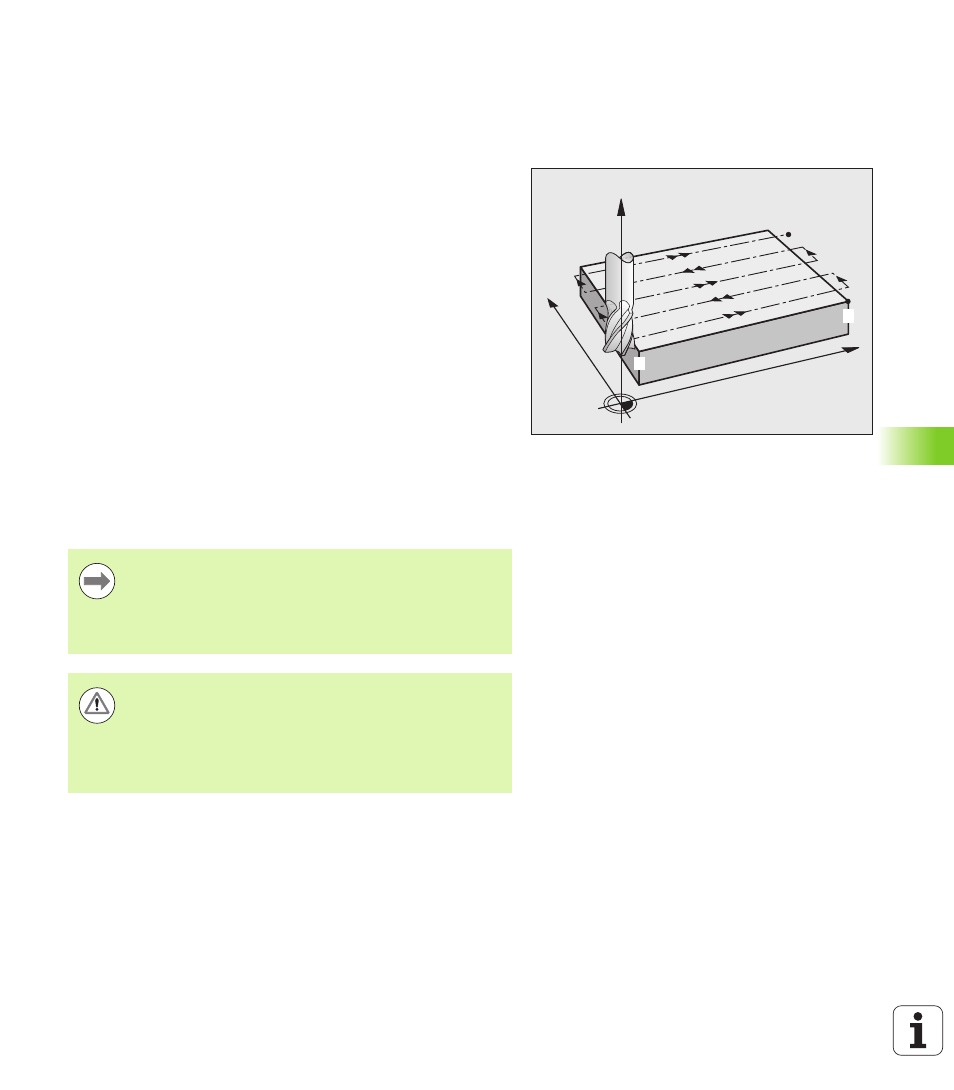
Déroulement du cycle
1
De la position courante dans le plan d’usinage, la TNC positionne
l'outil en avance rapide FMAX au point initial
1
; la TNC décale l'outil
de la valeur du rayon d'outil vers la gauche et vers le haut
2
L'outil se déplace ensuite avec FMAX dans l'axe de broche à la
distance d'approche, puis, suivant l'avance de plongée en
profondeur, jusqu'à la position initiale programmée dans l'axe de
broche
3
L'outil se déplace ensuite avec l'avance de fraisage programmée
au point final
2
; la TNC calcule le point final en fonction du point de
départ, de la longueur programmée et du rayon d'outil
4
La TNC décale l'outil avec l'avance de fraisage transversale au
point de départ de la ligne suivante ; la TNC calcule le décalage en
fonction de la largeur programmée et du nombre de coupes
5
L'outil se déplace ensuite dans le sens négatif du 1er axe
6
Les opérations sont répétées jusqu'à ce qu'à l'usinage de toute la
surface
7
Pour terminer, la TNC dégage l'outil avec FMAX à la distance
d'approche
Attention lors de la programmation!
X
Y
Z
1
2
En partant de la position courante, la TNC positionne
d’abord l’outil dans le plan d’usinage, puis dans l’axe de
broche au point de départ.
Prépositionner l'outil de manière à éviter toute collision
avec la pièce ou avec les éléments de serrage.
Attention, risque de collision !
Avec le paramètre machine 7441 - bit 0, vous définissez si
la TNC doit délivrer un message d'erreur (bit 0=0), ou non
(bit 0=1), si la broche ne fonctionne pas lors de l'appel d'un
cycle. Cette fonction doit également être adaptée par le
constructeur de votre machine.