5 ouv e rt ur e et intr oduction de pr ogr ammes – HEIDENHAIN TNC 426 (280 476) Manuel d'utilisation
Page 92
66
4 Programmation: Principes de base, gestion de fichiers, aides à la programmation, gestion de palettes
4.5 Ouv
e
rt
ur
e et intr
oduction de pr
ogr
ammes
Programmation de déplacements d'outils en
dialogue conversationnel Texte clair
Pour programmer une séquence, commencez avec une touche de
dialogue. En en-tête d’écran, la TNC réclame les données requises.
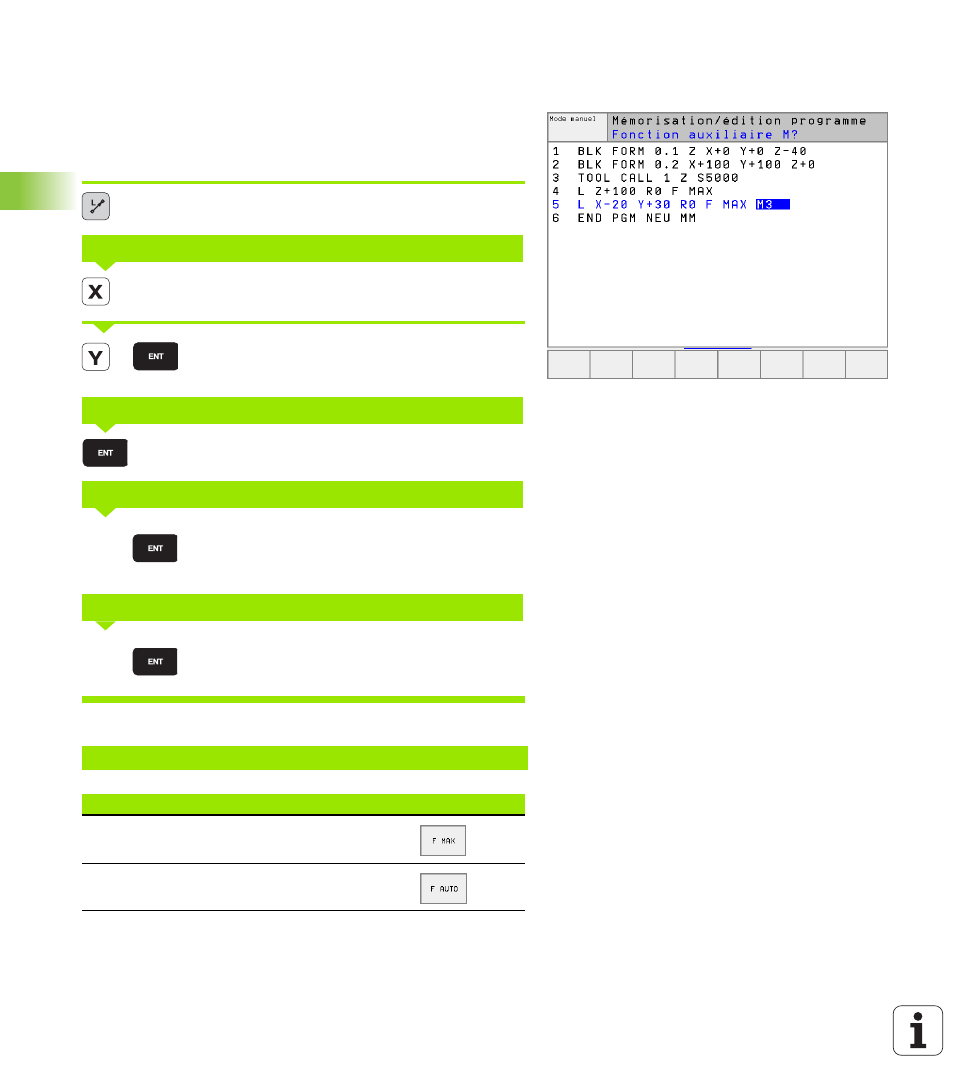
Exemple de dialogue
Ouvrir le dialogue
Introduire la coordonnée-cible pour l’axe X
Introduire la coordonnée-cible pour l'axe Y; passer à la
question suivante en appuyant sur la touche ENT
Introduire „sans correction de rayon“, passer à la
question suivante avec la touche ENT
Avance de ce déplacement de contournage 100 mm/
min.; passer à la question suivante en appuyant sur la
touche ENT
Fonction auxiliaire M3 „Marche broche“; la TNC clôt
ce dialogue avec la touche ENT
La fenêtre de programme affiche la ligne:
Coordonnées ?
Corr. rayon: RL/RR/sans corr.: ?
Avance F=? / F MAX = ENT
Fonction auxiliaire M ?
3 L X+10 Y+5 R0 F100 M3
Fonctions définition de l'avance
Softkey
Déplacement en rapide
Déplacement selon avance calculée auto-
matiquement à partir de la séquence TOOL CALL
10
20
100
3