Rotation (cycle 10), 8 cy cles de con v ersion de coor données – HEIDENHAIN TNC 426 (280 476) Manuel d'utilisation
Page 357
TNC 426, TNC 430 HEIDENHAIN
331
8.8 Cy
cles de con
v
ersion de coor
données
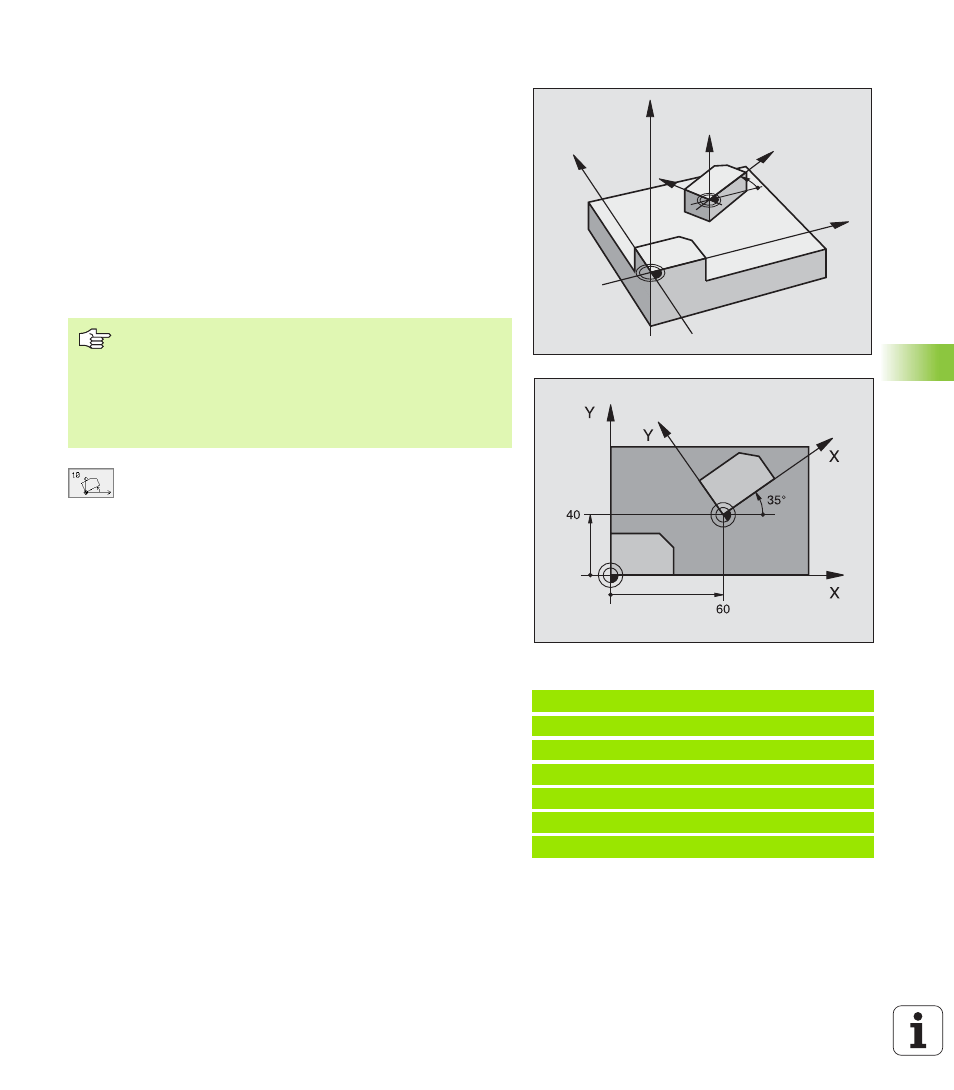
ROTATION (cycle 10)
A l’intérieur d’un programme, la TNC peut faire pivoter le système de
coordonnées dans le plan d’usinage, autour du point zéro actif.
Effet
La ROTATION est active dès qu'elle a été définie dans le
programme.Elle agit aussi en mode Positionnement avec introduction
manuelle! L'angle de rotation actif apparaît dans l'affichage d'état
supplémentaire.
Axes de référence pour l’angle de rotation:
n
Plan X/Y Axe X
n
Plan Y/Z Axe Y
n
Plan Z/X Axe Z
U
U
U
U
Rotation
: Introduire l'angle de rotation en degrés (°).
Plage d'introduction: -360° à +360° (en absolu ou en
incrémental)
Annulation
Reprogrammer le cycle ROTATION avec un angle de rotation 0°.
Exemple: Séquences CN
12 CALL LBL1
13 CYCL DEF 7.0 POINT ZERO
14 CYCL DEF 7.1 X+60
15 CYCL DEF 7.2 Y+40
16 CYCL DEF 10.0 ROTATION
17 CYCL DEF 10.1 ROT+35
18 CALL LBL1
Z
Z
X
X
Y
Y
Remarques avant que vous ne programmiez
La TNC annule une correction de rayon active si l’on définit
le cycle 10. Si nécessaire, reprogrammer la correction de
rayon.
Après avoir défini le cycle 10, déplacez les deux axes afin
d’activer la rotation.