Paramètres du cycle – HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Manuel d'utilisation
Page 83
HEIDENHAIN TNC 320
83
3.9 FRAISA
GE DE TR
OUS (cy
c
le
208, DIN/ISO: G208)
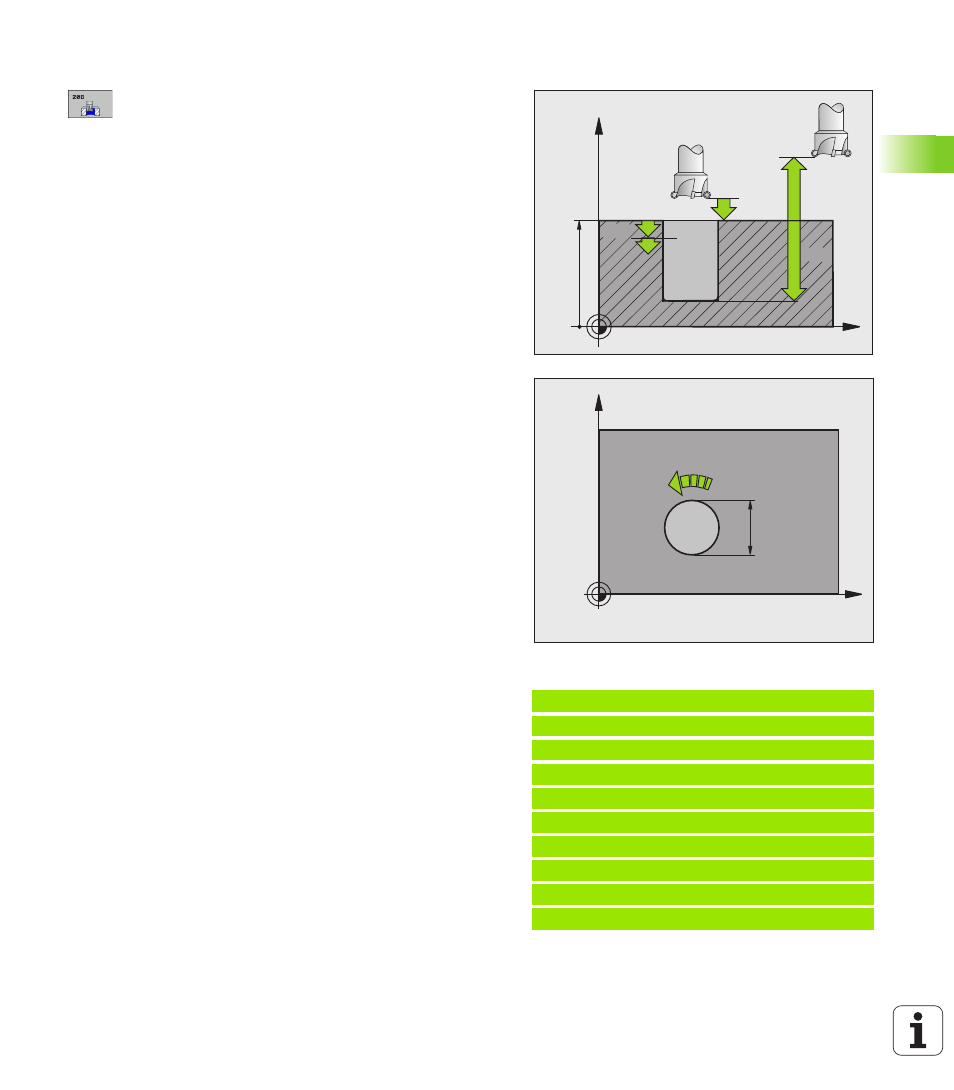
Paramètres du cycle
8
Distance d'approche Q200 (en incrémental):
distance entre l'arête inférieure de l'outil et la surface
de la pièce. Plage d'introduction 0 à 99999,9999
8
Profondeur Q201 (en incrémental): distance entre la
surface de la pièce et le fond du trou. Plage
d'introduction -99999,9999 à 99999,9999
8
Avance plongée en profondeur Q206: vitesse de
déplacement de l'outil lors de l'usinage sur la
trajectoire hélicoïdale, en mm/min. Plage
d'introduction 0 à 99999,999, en alternative FAUTO,
FU, FZ
8
Passe par rotation hélic. Q334 (en incrémental):
distance parcourue en une passe par l'outil sur une
hélice (=360°). Plage d'introduction 0 à 99999,9999
8
Coord. surface pièce Q203 (en absolu): coordonnée
de la surface de la pièce. Plage d'introduction
-99999,9999 à 99999,9999
8
Saut de bride Q204 (en incrémental): coordonnée
dans l'axe de broche excluant toute collision entre
l'outil et la pièce (dispositif de fixation) Plage
d'introduction 0 à 99999,9999
8
Diamètre nominal Q335 (en absolu): diamètre du
trou. Si vous programmez un diamètre nominal égal
au diamètre de l'outil, la TNC perce directement à la
profondeur programmée, sans interpolation
hélicoïdale. Plage d'introduction 0 à 99999,9999
8
Diamètre de pré-perçage Q342 (en absolu): dès que
vous introduisez dans Q342 une valeur supérieure à
0, la TNC n'exécute plus de contrôle diamètre
nominal et diamètre de l'outil. De cette manière, vous
pouvez usiner des trous dont le diamètre est
supérieur à deux fois le diamètre de l'outil. Plage
d'introduction 0 à 99999,9999
8
Mode fraisage Q351: mode de fraisage avec M3
+1 = fraisage en avalant
–1 = fraisage en opposition
Exemple : Séquences CN
12 CYCL DEF 208 FRAISAGE DE TROUS
Q200=2
;DISTANCE D'APPROCHE
Q201=-80
;PROFONDEUR
Q206=150
;AVANCE PLONGÉE PROF.
Q334=1.5
;PROFONDEUR DE PASSE
Q203=+100 ;COORD. SURFACE PIÈCE
Q204=50
;SAUT DE BRIDE
Q335=25
;DIAMÈTRE NOMINAL
Q342=0
;DIAMÈTRE PRÉ-PERÇAGE
Q351=+1
;MODE FRAISAGE
X
Z
Q200
Q201
Q203
Q204
Q334
X
Y
Q206
Q335