1 généralités sur les cycles palpeurs, Fonctionnement, Tenir compte de la rotation de base en mode manuel – HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Manuel d'utilisation
Page 278
278
Travail avec les cycles palpeurs
13.1 Génér
a
lités sur les cy
cles palpeurs
13.1 Généralités sur les cycles
palpeurs
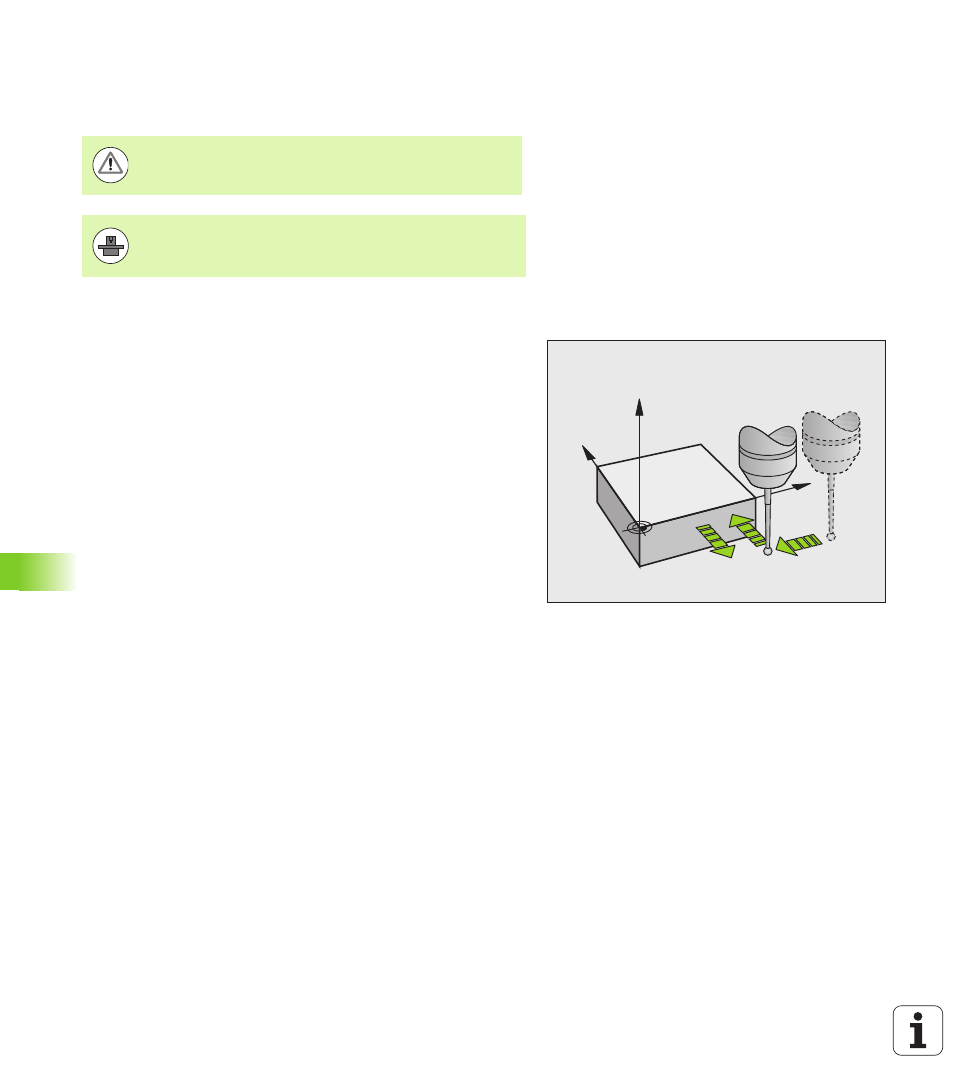
Fonctionnement
Lorsque la TNC exécute un cycle palpeur, le palpeur 3D se déplace
parallèlement à l'axe en direction de la pièce (y compris avec une
rotation de base activée et un plan d'usinage incliné). Le constructeur
de la machine définit l'avance de palpage dans un paramètre-machine
(voir „Avant de travailler avec les cycles palpeurs“ plus loin dans ce
chapitre).
Lorsque la tige de palpage touche la pièce,
le palpeur 3D transmet un signal à la TNC qui mémorise les
coordonnées de la position de palpage
le palpeur 3D s'arrête et
retourne en avance rapide à la position de départ de la procédure de
palpage
Si la tige de palpage n'est pas déviée sur la course définie, la TNC
délivre un message d'erreur (course: DIST dans le tableau palpeurs).
Tenir compte de la rotation de base en mode
Manuel
Lors de la procédure de palpage, la TNC tient compte d'une rotation
de base active et déplace le palpeur obliquement vers la pièce.
Cycles palpeurs en modes Manuel et Manivelle
électronique
En mode Manuel et Manivelle électronique, la TNC dispose de cycles
palpeurs vous permettant:
d'étalonner le palpeur
de compenser le désalignement de la pièce
d'initialiser les points d'origine
HEIDENHAIN ne garantit le bon fonctionnement des
cycles de palpage qu'avec les palpeurs HEIDENHAIN.
La TNC doit être préparée par le constructeur de la
machine pour l'utilisation de palpeurs 3D. Consultez le
manuel de votre machine.
Y
X
Z
F
F MAX
F