Paramètres du cycle – HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Manuel d'utilisation
Page 160
160
Cycles d'usinage: définitions de motifs
6.2 MO
TIFS DE POINTS SUR UN CE
R
C
LE (cy
c
le G220, DIN/ISO:
G220)
Paramètres du cycle
8
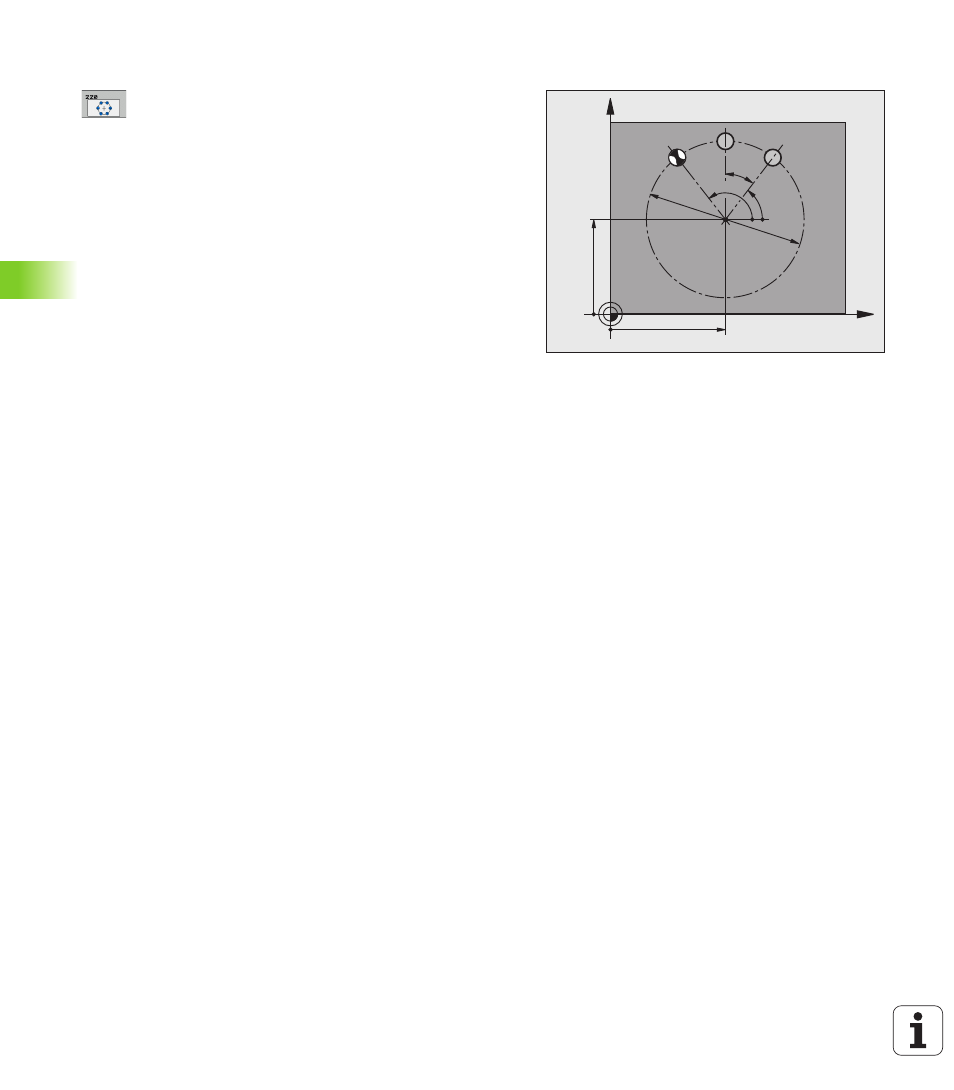
Centre 1er axe Q216 (en absolu): Centre du cercle
primitif dans l'axe principal du plan d'usinage. Plage
d'introduction -99999,9999 à 99999,9999
8
Centre 2ème axe Q217 (en absolu): Centre du cercle
primitif dans l'axe secondaire du plan d'usinage.
Plage d'introduction -99999,9999 à 99999,9999
8
Diamètre cercle primitif Q244: Diamètre du cercle
primitif. Plage d'introduction 0 à 99999,9999
8
Angle initial Q245 (en absolu): Angle compris entre
l'axe principal du plan d'usinage et le point initial du
premier usinage sur le cercle primitif. Plage
d'introduction -360,000 à 360,000
8
Angle final Q246 (en absolu): Angle compris entre
l'axe principal du plan d'usinage et le point initial du
dernier usinage sur le cercle primitif (non valable pour
les cercles entiers); introduire l'angle final différent de
l'angle initial; si l'angle final est supérieur à l'angle
initial, l'usinage est exécuté dans le sens anti-horaire;
dans le cas contraire, il est exécuté dans le sens
horaire. Plage d'introduction -360,000 à 360,000
8
Incrément angulaire Q247 (en incrémental): angle
entre deux opérations d'usinage sur le cercle primitif;
si l'incrément angulaire est égal à 0, la TNC le calcule
à partir de l'angle initial, de l'angle final et du nombre
d'opérations d'usinage. Si un incrément angulaire a
été programmé, la TNC ne prend pas en compte
l'angle final; le signe de l'incrément angulaire
détermine le sens de l'usinage (– = sens horaire).
Plage d'introduction -360,000 à 360,000
8
Nombre d'usinages Q241: Nombre d'opérations
d'usinage sur le cercle primitif. Plage
d'introduction 1 à 99999
X
Y
Q217
Q216
Q247
Q245
Q244 Q246
N = Q241