Attention lors de la programmation, Paramètres du cycle – HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Manuel d'utilisation
Page 333
HEIDENHAIN TNC 320
333
15.7 PT DE REF EXTERIEUR CER
C
LE (cy
c
le 413, DIN/ISO: G413)
Attention lors de la programmation!
Paramètres du cycle
8
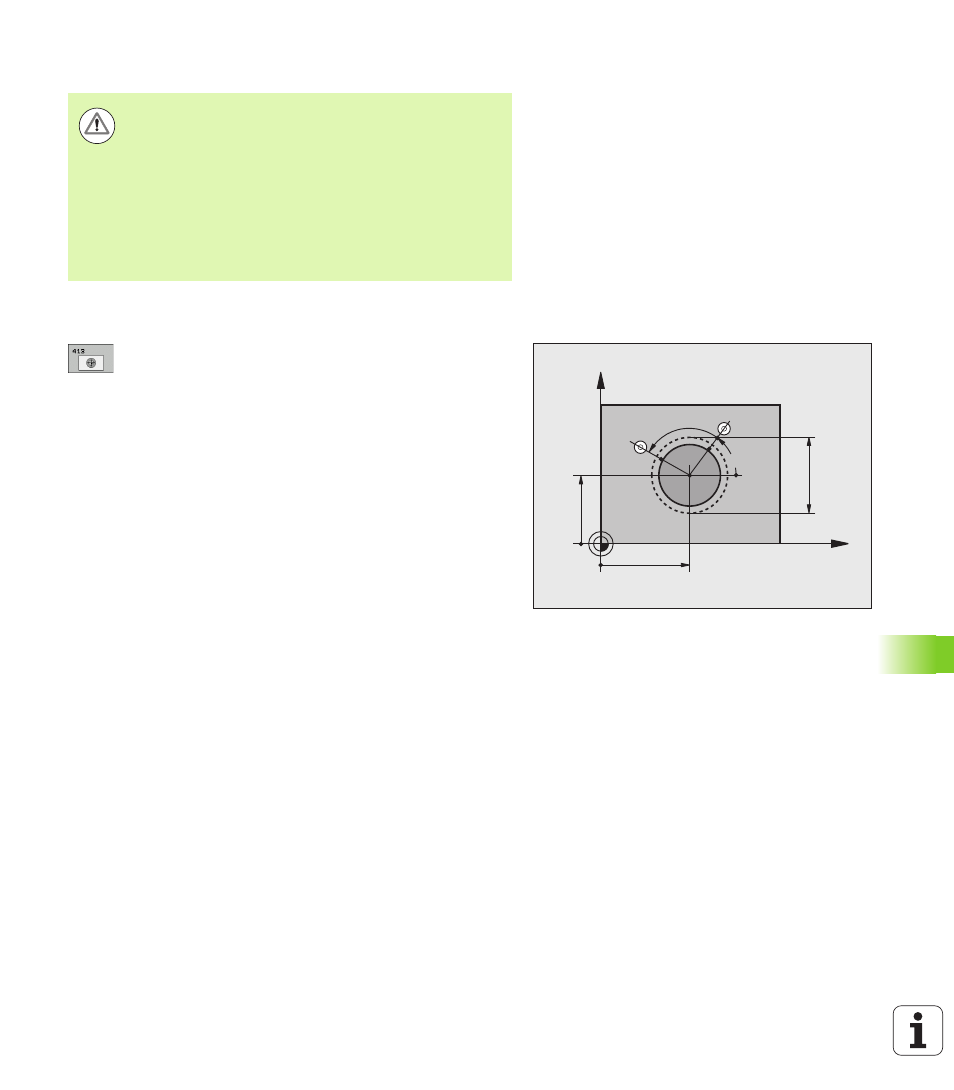
Centre 1er axe Q321 (en absolu): centre du tenon
dans l'axe principal du plan d'usinage. Plage
d'introduction -99999,9999 à 99999,9999
8
Centre 2ème axe Q322 (en absolu): centre du tenon
dans l'axe secondaire du plan d'usinage. Si vous
programmez Q322 = 0, la TNC aligne le centre du trou
sur l'axe Y positif, si vous programmez Q322 différent
de 0, la TNC aligne le centre du trou à la position
nominale. Plage d'introduction -99999,9999 à
99999,9999
8
Diamètre nominal Q262: diamètre approximatif du
tenon. Introduire de préférence une valeur trop
grande. Plage d'introduction 0 à 99999,9999
8
Angle initial Q325 (en absolu): angle compris entre
l'axe principal du plan d'usinage et le premier point de
palpage. Plage d'introduction -360,0000 à 360,0000
8
Incrément angulaire Q247 (en incrémental): angle
compris entre deux points de mesure ; le signe de
l'incrément angulaire définit le sens de rotation
(- = sens horaire) pour le déplacement du palpeur au
point de mesure suivant. Si vous souhaitez mesurer
des secteurs angulaires, programmez un incrément
angulaire inférieur à 90°. Plage d'introduction
-120,0000 à 120,0000
Attention, risque de collision!
Pour éviter toute collision entre le palpeur et la pièce,
introduisez le le diamètre nominal du tenon de manière à
ce qu'il soit plutôt plus grand.
Avant de définir le cycle, vous devez programmer un appel
d'outil pour définir l'axe du palpeur.
Plus l'incrément angulaire programmé Q247 est petit et
moins le centre de cercle calculé par la TNC sera précis.
Valeur d'introduction min.: 5°.
X
Y
Q322
Q321
Q262
Q325
Q247