Formes d'outils autorisées, Utiliser d'autres outils : valeurs delta, Correction 3d sans tcpm – HEIDENHAIN TNC 640 (34059x-04) Manuel d'utilisation
Page 463
Correction d'outil tridimensionnelle (option de logiciel 2) 12.6
12
TNC 640 | Manuel d'utilisation HEIDENHAIN Dialogue texte clair | 7/2014
463
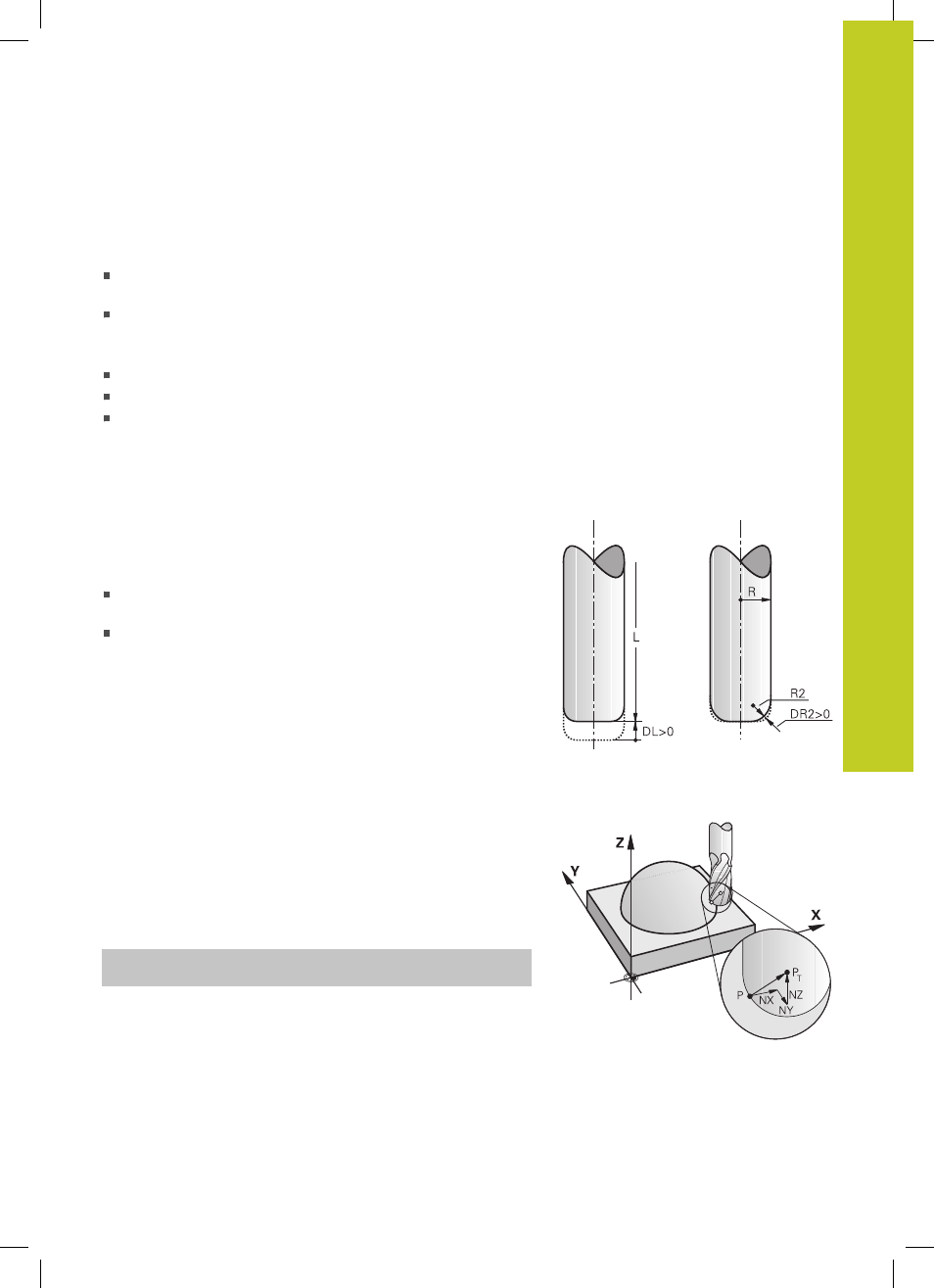
Formes d'outils autorisées
Vous définissez les formes d'outils autorisées (voir figure) dans le
tableau d'outils avec les rayons d'outil
R et R2 :
Rayon d'outil
R : cote entre le centre de l'outil et l'extérieur de
l'outil
Rayon d'outil 2
R2 : rayon d'arrondi entre le bout de l'outil et
l'extérieur de l'outil
Le rapport de
R et R2 indique le type d'outil :
R2 = 0 Fraise deux tailles
R2 = R : Fraise hémisphérique
0 <
R2 < R : Fraise à rayon d'angle
Ces données permettent également d’obtenir les coordonnées du
point de référence PT de l’outil .
Utiliser d'autres outils : Valeurs delta
Si vous utilisez des outils de dimensions différentes de celles
prévues à l'origine, introduisez la différence des longueurs et
des rayons comme valeurs Delta dans le tableau d'outils ou dans
l'appel d'outil
TOOL CALL :
Valeur Delta positive
DL, DR, DR2 : les dimensions de l'outil
sont supérieures à celles de l'outil d'origine (surépaisseur)
Valeur Delta négative
DL, DR, DR2 : les dimensions de l'outil
sont inférieures à celles de l'outil d'origine (surépaisseur
négative)
La TNC corrige alors la position de l'outil de la somme des valeurs
Delta qui figurent dans le tableau d'outil et dans l'appel d'outil.
Correction 3D sans TCPM
La TNC exécute un usinage trois axes avec une correction 3D
à condition que le programme CN contienne les normales aux
surfaces. Dans ce cas, la correction de rayon
RL/RR et TCPM ou
M128 doit être inactive. La TNC décale l'outil dans la direction des
normales aux surfaces selon la somme des valeurs Delta (tableau
d'outils et
TOOL CALL).
Exemple : format de séquence avec normales aux surfaces
1 LN X+31.737 Y+21.954 Z+33.165NX+0.2637581 NY+0.0078922
NZ-0.8764339 F1000 M3
LN :
Droite avec correction 3D
X, Y, Z:
Coordonnées corrigées du point final de la
droite
NX, NY, NZ :
Composantes des normales aux surfaces
F :
Avance
M :
Fonction auxiliaire