HEIDENHAIN TNC 640 (34059x-04) Manuel d'utilisation
Page 444
Programmation : Usinage multiaxes
12.2 La fonction PLANE : Inclinaison du plan d'usinage
(option de logiciel 1)
12
444
TNC 640 | Manuel d'utilisation HEIDENHAIN Dialogue texte clair | 7/2014
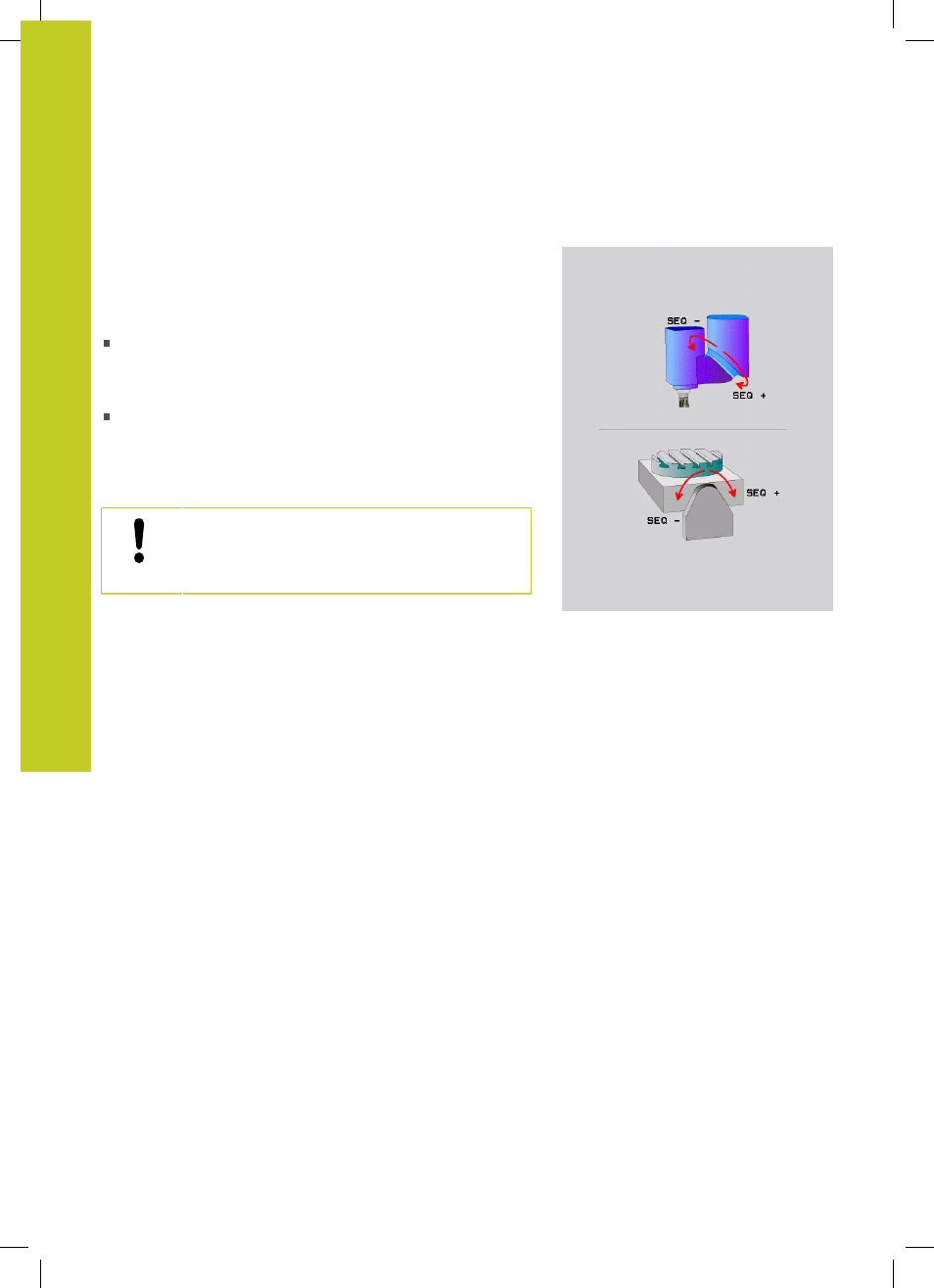
Sélection des possibilités d'inclinaison : SEQ +/– (introduction
facultative)
Après avoir défini la position du plan d'usinage, la TNC doit calculer
les positions adéquates des axes rotatifs de votre machine. En
règle générale, il existe toujours deux solutions.
Avec le commutateur
SEQ, vous choisissez la solution que la TNC
doit utiliser :
SEQ+ positionne l'axe maître de manière à adopter un angle
positif. L'axe maître est le premier axe en se référant à l'outil ou
le dernier axe rotatif en se référant à la table (dépendant de la
configuration de la machine, voir fig. en haut à droite)
SEQ- positionne l'axe maître de manière à afficher un angle
négatif.
Si la solution que vous avez choisie avec
SEQ ne se situe pas dans
la zone de déplacement de la machine, la TNC délivre le message
d'erreur
Angle non autorisé.
Si vous utilisez la fonction
PLANE AXIS, le
commutateur
SEQ est sans fonction.
1 La TNC vérifie tout d'abord si les deux solutions sont situées
dans la zone de déplacement des axes rotatifs
2 Si tel est le cas, la TNC choisit la solution qui peut être atteinte
avec la course la plus faible
3 Si une seule solution se situe dans la zone de déplacement, la
TNC retiendra cette solution.
4 Si aucune solution ne se situe dans la zone de déplacement, la
TNC délivre le message d'erreur
Angle non autorisé
Si vous ne définissez pas
SEQ, la TNC détermine la solution de la
manière suivante :