Définition d'un vecteur normé – HEIDENHAIN TNC 640 (34059x-04) Manuel d'utilisation
Page 462
Programmation : Usinage multiaxes
12.6 Correction d'outil tridimensionnelle (option de logiciel 2)
12
462
TNC 640 | Manuel d'utilisation HEIDENHAIN Dialogue texte clair | 7/2014
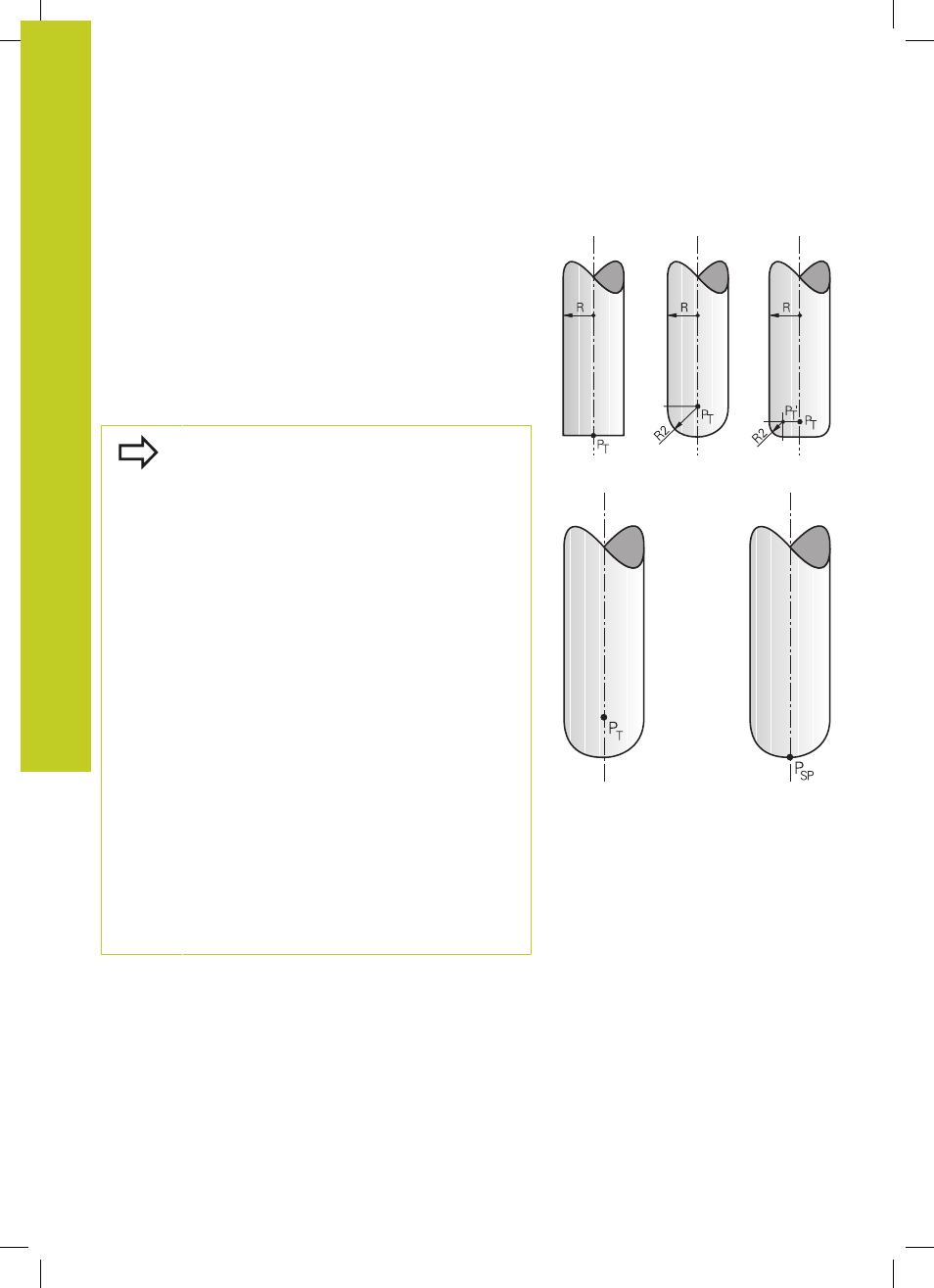
Définition d'un vecteur normé
Un vecteur normé est une grandeur mathématique qui a une
valeur de 1 et une direction quelconque. Dans les séquences
LN, la TNC a besoin de deux vecteurs normés, l'un pour définir
la direction des normales aux surfaces et l'autre (optionnelle)
pour définir l'orientation de l'outil. La direction des normales aux
surfaces est déterminée par les composantes NX, NY et NZ. Avec
les fraises deux tailles et les fraises boules, le vecteur part de la
perpendiculaire à la surface de la pièce vers le point d'origine de
l'outil PT ; avec les fraises à rayon d'angle, il passe par le point
PT‘ ou PT (voir figure). L'orientation de l'outil est définie par les
composantes TX, TY et TZ
Les coordonnées pour la position X,Y, Z et pour les
normales aux surfaces NX, NY, NZ ou TX, TY, TZ
doivent être dans le même ordre à l'intérieur de la
séquence CN.
Dans la séquence LN, il faut toujours indiquer toutes
les coordonnées ainsi que toutes les normales aux
surfaces, même si les valeurs sont identiques à la
séquence précédente.
TX, TY et TZ doivent toujours être définis avec des
valeurs numériques. Les paramètres Q sont interdits.
Les vecteurs normaux doivent être calculés le plus
précisément possible avec un nombre conséquent
de décimales après la virgule pour éviter les arrêts
d'avance pendant l'usinage.
La correction 3D avec normales aux surfaces est
valable pour les coordonnées des axes principaux X,
Y, Z.
Si vous changez un outil avec surépaisseur (valeurs
delta positives), la TNC délivre un message d'erreur.
Vous pouvez inhiber ce message avec
M107 (voir
"Définition d'un vecteur normé", Page 462).
La TNC ne délivre pas de message d’erreur si des
surépaisseurs d’outil pouvaient endommager le
contour.
Avec le paramètre machine
toolRefPoint, vous
indiquez si le système FAO a corrigé la longueur
d'outil en prenant en compte le centre de l'outil PT
ou le bout de l'outil PSP (voir figure).