HEIDENHAIN TNC 640 (34059x-04) Manuel d'utilisation
Page 436
Programmation : Usinage multiaxes
12.2 La fonction PLANE : Inclinaison du plan d'usinage
(option de logiciel 1)
12
436
TNC 640 | Manuel d'utilisation HEIDENHAIN Dialogue texte clair | 7/2014
Définir le plan d'usinage avec trois points
PLANE POINTS
Application
Il est possible de clairement définir un plan d'usinage en indiquant
trois points au choix, P1à P3, de ce plan
. Cela est possible avec
la fonction
PLANE POINTS.
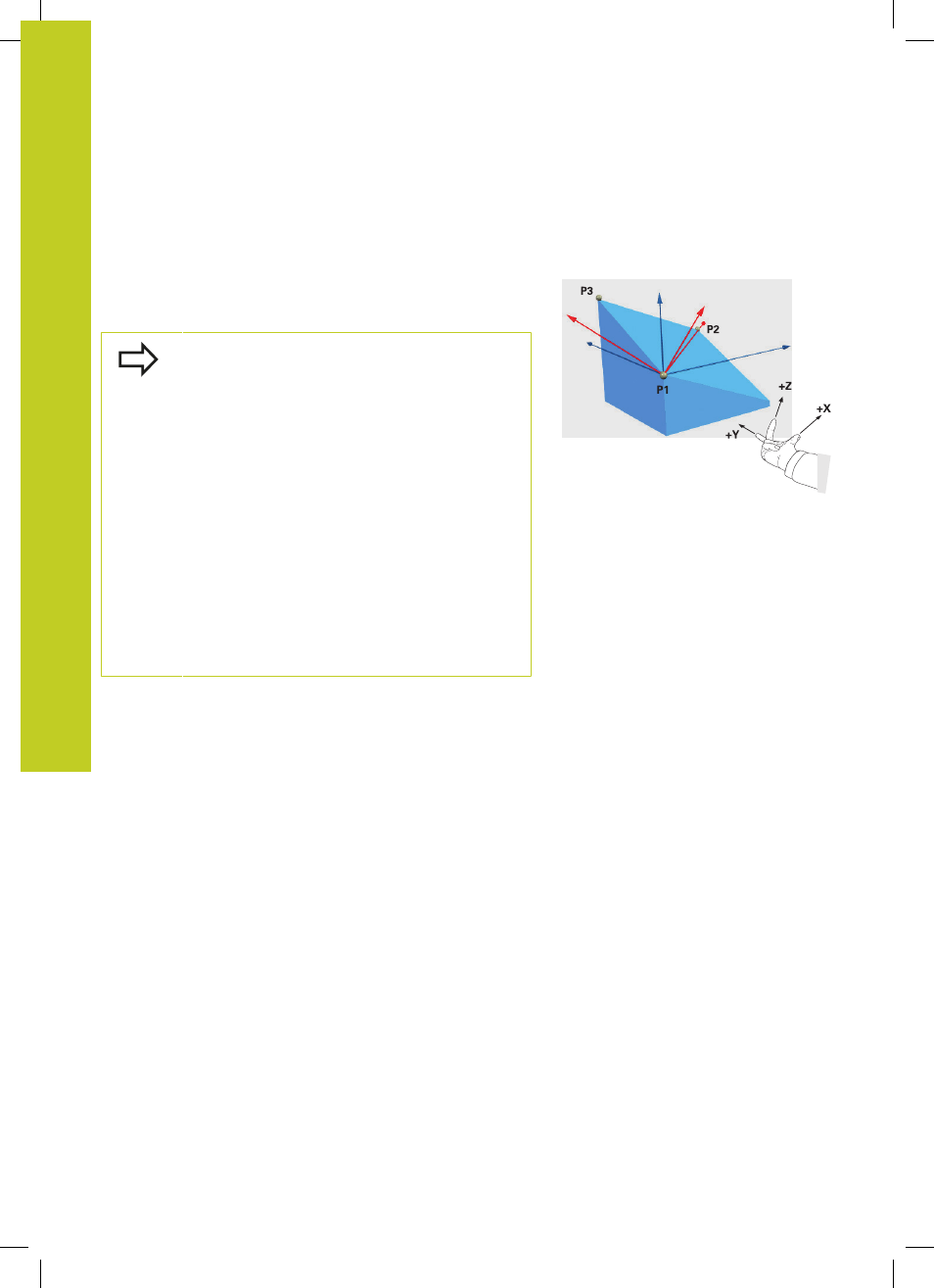
Remarques avant de programmer
La droite reliant le point 1 au point 2 détermine le
sens de l'axe principal incliné (X avec axe d'outil Z).
Vous définissez le sens de l'axe d'outil incliné avec la
position du 3ème point en référence à la ligne reliant
le point 1 au point 2. Selon la règle de la main droite
(pouce = axe X, index = axe Y, majeur = axe Z. voir
fig. en haut, à droite), on a la situation suivante : le
pouce (axe X) va du point 1 au point 2, l'index (axe
Y) est parallèle à l'axe Y incliné en direction du point
3. Puis, le majeur indique la direction de l'axe d'outil
incliné.
Les trois points définissent l'inclinaison du plan. La
position du point zéro actif n'est pas modifiée par la
TNC.
Définition des paramètres pour le comportement de
positionnement : voir "Définir le comportement de
positionnement de la fonction PLANE", Page 441.