HEIDENHAIN TNC 640 (34059x-04) Manuel d'utilisation
Page 442
Programmation : Usinage multiaxes
12.2 La fonction PLANE : Inclinaison du plan d'usinage
(option de logiciel 1)
12
442
TNC 640 | Manuel d'utilisation HEIDENHAIN Dialogue texte clair | 7/2014
Dist. pt rotation de pointe outil (en incrémental) : la
TNC incline l'outil (la table) autour de la pointe de l'outil.
Le paramètre
DIST permet de décaler le point de pivot du
mouvement d'inclinaison par rapport à la position actuelle de la
pointe de l'outil.
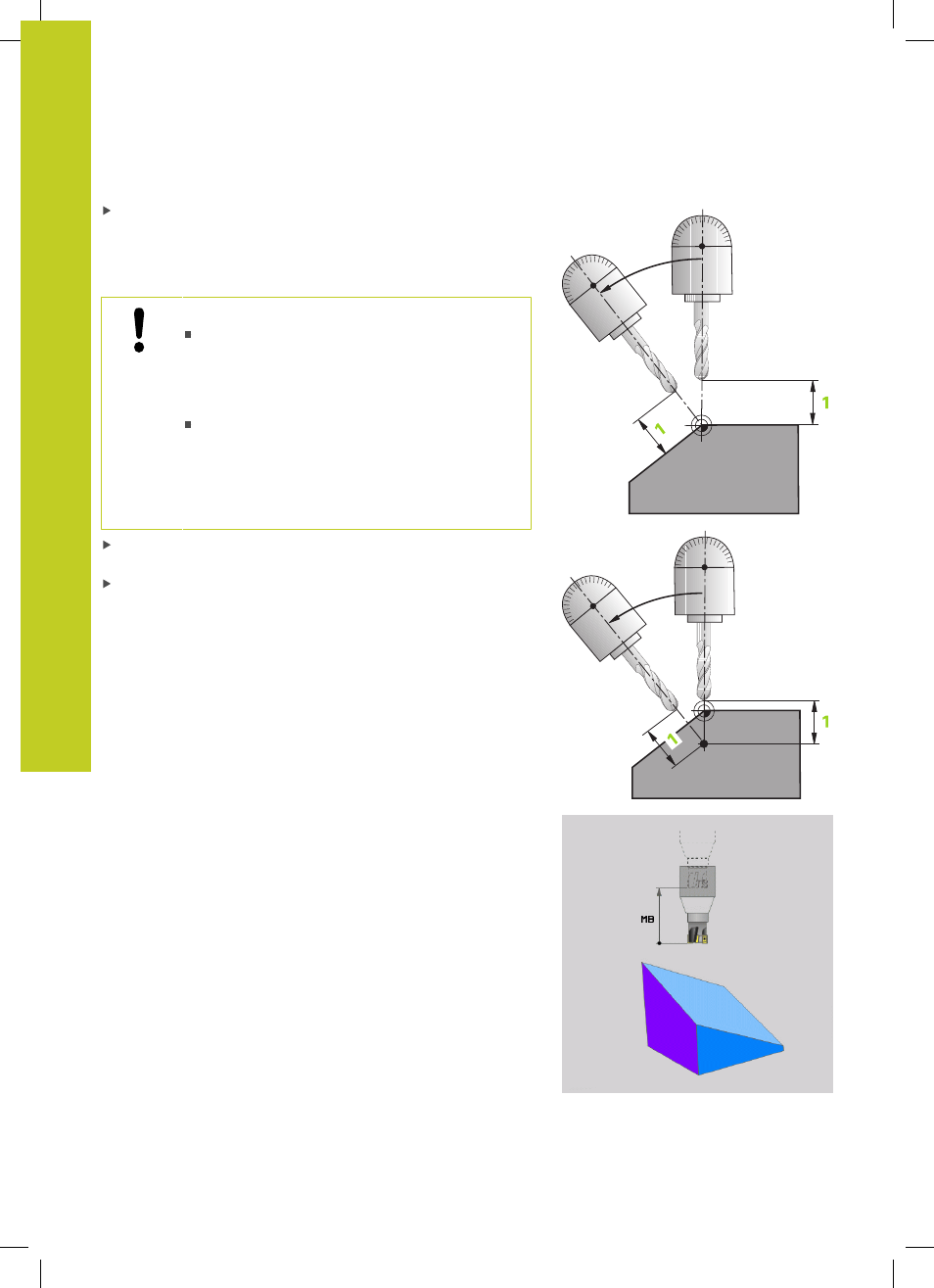
Attention!
Avant l'orientation, si l'outil se trouve à la distance
que vous avez programmée par rapport à la pièce,
d'un point de vue relatif, il se trouve alors à la
même position après l'orientation (voir figure au
centre, à droite,
1
= DIST)
Avant l'orientation, si l'outil ne se trouve pas à la
distance que vous avez programmée par rapport à
la pièce, d'un point de vue relatif, il se trouve alors
décalé par rapport à la position d'origine après
l'orientation (voir figure en bas, à droite,
1
= DIST)
Avance ? F = : vitesse sur la trajectoire selon laquelle l'outil doit
être incliné
Longueur de retrait dans l'axe d'outil? : longueur de retrait
MB, agit en incrémental à partir de la position d'outil courante
dans la direction de l'axe de l'outil actif, que la TNC aborde
avant la procédure d'inclinaison
.
MB MAX déplace l'outil
jusqu'avant le fin de course logiciel